
















Mũi taro và tiêu chí phân loại mũi taro
- Mũi Taro là gì?
- Các loại mũi taro phổ biến hiện nay
- Phân loại theo đơn vị đo lường:
- Phân loại phương pháp taro:
- Phân loại theo vật liệu của mũi taro:
- Phân loại theo kiểu taro trong và taro ngoài
- Phân loại mũi taro sử dụng bằng tay hay sử dụng máy:
- Phân loại mũi taro dựa vào cách gia công
- Phân loại mũi taro dựa vào bước ren:
- Phân loại mũi taro dựa vào đường ren:
- Phân loại mũi taro dựa vào vật liệu gia công:
- Phân loại mũi taro dựa vào tiêu chuẩn ren:
- Phân loại mũi taro dựa vào phôi:
- Phân loại mũi taro dựa vào lớp phủ:
- Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
- Làm sao để tậu được mũi taro?
- Ký hiệu của đoạn ren cạn Mũi Taro Nén
- Lựa tậu đúng cấp dung sai cho Mũi Taro Nén

Trong ngành công nghiệp cơ khí thì việc gặp những vấn đề tạo ren, xử lý những bước ren là ko thể tránh khỏi. Để tậu được mũi taro yêu thích cho gia công, chúng ta cần phải phân loại và tậu ra những tiêu chí của một mũi taro thích hợp.
Mũi taro và tiêu chí phân loại mũi taro
- Phân Biệt Mũi Taro Cắt Và Mũi Taro Nén
- Taro Nén Module HPF MAX Forming TAP Bước Tiến Mới Về Hiệu Quả Và Hiệu Suất Từ LMT FETTE
- Ngành Cơ Khí Chính Xác Ko phải Chỉ Là Tiện, Phay, Bào, Khoan, Taro,…
Việc chế tạo gia công bao gồm việc chế tạo xử lý ren, xử lý bước ren là vô cùng quan trọng. Để giúp gia công nên những đường ren chính xác người kỹ thuật cần sử dụng đến mũi taro.
Mũi Taro là gì?
Mũi taro là dụng cụ sử dụng để tạo ren, nó là phương pháp tạo ren phổ quát nhất, nó sử dụng để tạo ren lỗ trong hoặc tạo ren ngoài (gọi là mũi taro ren ngoài hoặc bàn ren).

Taro, dụng cụ sử dụng để tạo ren
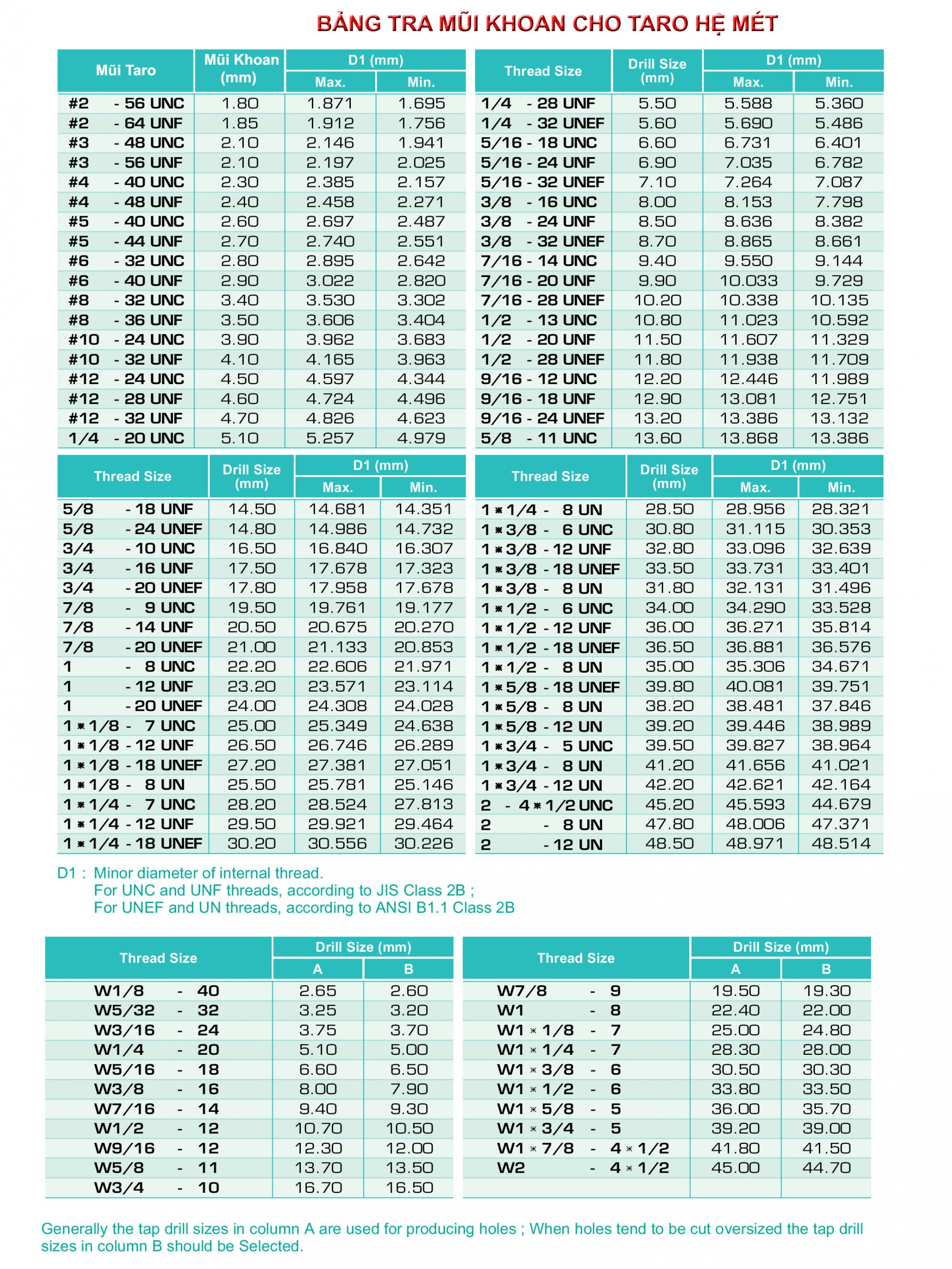
Trong quá trình taro ren việc tậu mũi khoan yêu thích với mũi taro là rất quan yếu. Đường kính mũi khoan cho 1 mũi taro cụ thể nằm trong một khoảng và thường thì người ta lấy kích thước trung bình, tuy nhiên chúng ta với thể điều chình tăng giảm tùy từng vật liệu.
Bảng tra cứu đường kính lỗ khoan tương ứng để taro và tra cứu bước ren chuẩn theo chuẩn ISO nhằm xác định được những bước ren phổ quát đối với từng dimension taro song song xác định lỗ cần khoan trước lúc taro, vận dụng cho cả taro tay hay taro sử dụng máy tarô chuyên chụng.

Bảng tra cứu đường kính lỗ khoan tương ứng để taro và tra cứu bước ren chuẩn theo chuẩn ISO
Các loại mũi taro phổ biến hiện nay
Đối với các loại dụng cụ cắt gọt nói chung và mũi taro nói riêng đều có đa dạng cách phân loại khác nhau, vậy cụ thể mũi taro được phân loại dưới các hellònh thức nào hãy cũng tìm hiểu ngay đưới đây:
Phân loại theo đơn vị đo lường:
Thông dụng nhất hiện nay là đơn vị hệ SI, PI và dầu khí. Hệ dầu khí nguồn tài liệu cũng như thông tin rất hạn chế. Muốn với thông tin thì phải tậu bản quyền và giá cả thì ko hề rẽ.
Phân loại phương pháp taro:
Với thể tạo ren bằng phay ren, tiện ren, cán ren, taro …
Phân loại theo vật liệu của mũi taro:
Mũi taro với thể được làm bằng thép thông thường nhưng chất liệu thép này cũng tùy thuộc vào từng nước gia công như mũi taro của Nhật, Đài Mortgage, Trung Quốc là khác nhau … Để mũi khoan sử dụng được lâu và ko mất thời kì lúc mũi taro bị gãy giữa chừng tốt nhất nên tốn ít tiền để đầu tư mũi taro chất lượng. Và mũi taro làm bằng Inox cứng cáp nhưng dòn dễ bị gãy giữa chừng.
Phân loại theo kiểu taro trong và taro ngoài
Phân loại mũi taro sử dụng bằng tay hay sử dụng máy:
- Nếu mũi taro sử dụng bằng tay thì 1 bộ thường 2 chiếc (1 chiếc thô và 1 chiếc tinh), một số hãng thì mũi taro với 3 mũi (1 mũi thô, 1 mũi dẫn hướng, mũi còn lại là tinh), quan tâm là phải tậu thêm 1 chiếc tay taro cho loại mũi này.
- Đối với taro sử dụng máy thì với 1 chiếc những dài gấp 3, 4 lần mũi taro bằng tay.
Phân loại mũi taro dựa vào cách gia công
- Mũi taro máy là taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy phay, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phoi lại và đẩy xuống phía dưới. Như vậy thì mũi phay taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Mũi taro tay là mũi taro sử dụng để taro bằng tay nó sử dụng phối hợp với tay quay taro. Mũi taro tay thường là 1 bộ gồm 3 cây, cây thô, cây bán tinh và cây tinh, nhưng do với sự tiến bộ về kỹ thuật vật liệu và thiết kế thông số hình học góc cắt nên ngày nay mũi taro tay chỉ cần 1 cây. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.

Với nhiều loại mũi taro khác nhau, với thể phân loại theo nhiều cách khác nhau
Phân loại mũi taro dựa vào bước ren:
Dựa vào bước ren người ta phân ra thành mũi taro bước chuẩn và mũi taro bước nhuyễn hay taro ren nhuyễn, chúng được sử sử dụng để gia công ren đường khí, đường nước, thực phẩm…để tránh rò rỉ hoặc cần mối ghép ren chặt….
- Mũi taro bước chuẩn là loại phổ quát ví dụ: M10x1.5, M8x1.25.
- Mũi taro bước nhuyễn là mũi taro với bước nhỏ hơn bước chuẩn ví dụ: M10x1.25, M8x1.
Phân loại mũi taro dựa vào đường ren:
Dựa vào đường ren người ta chia ra thành mũi taro ren phải và mũi taro ren trái. Mũi taro ren phải với đường ren thuận chiều kim đồng hồ là loại phổ quát thường sử dụng, mũi taro ren trái là mũi taro với đường ren trái chiều kim đồng hồ, nó thường được sử dụng trong mối ghép ren chuyển đồng. Ví dụ như ren cánh quạt hay kính của xe máy
Phân loại mũi taro dựa vào vật liệu gia công:
Bởi vì mỗi 1 loại vật liệu gia công sẽ sinh ra 1 loại phoi nhất định, với thể và phoi vụn hoặc phoi dây…và loại vật liệu nó cũng với độ cứng khác nhau. Phổ thông nhất là phân loại như sau: mũi taro thép thường, mũi taro thép cứng (thép đã tôi), mũi taro Inox, mũi taro nhôm + đồng, mũi taro gang. Tốt nhất là tậu đúng mũi taro cho vật liệu cần gia công nếu như gia công loạt vừa và to để đảm bảo tuổi thọ của mũi taro, chất lượng của sản phẩm và năng suất gia công.
Phân loại mũi taro dựa vào tiêu chuẩn ren:
Vì mỗi vùng thậm chí mỗi nước người ta sử dụng 1 loại tiêu chuẩn về ren khác nhau. Thường thì mọi người hay gọi là Mũi taro hệ MET và mũi tar hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MET là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ quát ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau
Phân loại mũi taro dựa vào phôi:
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.

Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)

Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)

Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.

Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.

Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh

- Trang chủ
- SẢN PHẨM
 Dụng cụ cầm tay
Dụng cụ cầm tay- Kìm
- Kéo cắt
- Tuốc nơ vít, tua vít, tô vít
- Tuốc nơ vít dẹp
- Tuốc nơ vít 4 cạnh, Tua vít bake
- Tuốc nơ vít sao, hoa thị, hoa khế
- Tuốc nơ vít đóng, tua vít đóng, tô vít đóng
- Tuốc nơ vít 2 đầu
- Tuốc nơ vít đầu lục giác
- Tua vít đầu tuýp lục giác
- Tuốc nơ vít cách điện
- Tuốc nơ vít chữ T
- Tuốc nơ vít lực
- Bộ tua vít, bộ đầu vít đa năng
- Các loại khác liên quan tới tuốc nơ vít
- Bộ tua vít sửa điện thoại, laptop, mắt kính, đồng hồ
- Mũi bắn vít, mũi bắt vít, đầu bắn vít
- Lục giác
- Cờ lê
- Mỏ lết/ Cờ lê điều chỉnh
- Đầu tuýp, Đầu khẩu, Socket
- Bộ đầu tuýp 1/4" (Bộ đầu khẩu 1/4")
- Đầu tuýp 1/4" (Đầu khẩu 1/4")
- Bộ tuýp 3/8" (Bộ đầu khẩu 3/8")
- Đầu tuýp 3/8" (Đầu khẩu 3/8")
- Đầu tuýp 3/4" (Đầu khẩu 3/4")
- Bộ tuýp 3/4" (Bộ đầu khẩu 3/4")
- Đầu tuýp 1/2" (Đầu khẩu 1/2")
- Bộ đầu tuýp 1/2" (Bộ đầu khẩu 1/2")
- Tuýp lẻ và bộ tuýp 1"
- Đầu tuýp lục giác (Đầu khẩu lục giác)
- Bộ đầu tuýp lục giác (Bộ đầu khẩu lục giác)
- Đầu tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ đầu tuýp (bộ đầu khẩu) tổng hợp
- Bộ đầu tuýp và đầu vặn vít hỗn hợp
- Tuýp ống điếu chữ l, t, y và bộ tuýp ống điếu
- Đầu nối dài, đẩu chuyển tuýp
- Đầu lắc léo
- Cần vặn tuýp, tay vặn khẩu
- Cờ lê lực, cần xiết lực, cần chỉnh lực
- Đầu tuýp, đầu nối, đầu chuyển cho súng bắn bu lông
- Búa
- Dao kỹ thuật
- Bộ đục, đột
 Thiết bị đo lường
Thiết bị đo lường- Dụng cụ đo kiểm ren
- Dưỡng đo kiểm lỗ
- Ring gauge - Vòng chuẩn
- Thước kẹp
- Thước panme
- Đồng hồ so
- Thước đo cao
- Thước đo độ dày
- Thước lá
- Nivo - Thước thủy
- Thước đo sâu
- Dụng cụ đo khe hở
- Thước đo góc
- Đồng hồ đo lỗ
- Chân đế
- Bộ dưỡng đo cung tròn
- Compa lấy dấu
- Thước đo mối hàn
- Thước dán, thước thợ may
- Thước dây cuộn
- Kính lúp
- Ke vuông
- Dụng cụ sét dao X, Y, Z
- Thước lăn đường
- Nhíp đo
- Ê ke mộc
- Dưỡng đo biên dạng
- Dưỡng đo vết nứt
- Dưỡng kiểm tra góc mũi khoan
- Dưỡng đo góc
- Khối V từ
- Calip GO/NO GO dung sai trục
- Block gauge
- Bàn MAP chuẩn
- Thước đo cạnh vát
- Thước đo đường kính
- Bộ dụng cụ đo
- Thiết bị đo độ cứng
- Thước đo sâu khe
- Thước thẳng
- Thiết bị đo độ đảo
- Kính hiển vi
- Thiết bị đo nhiệt độ, độ ẩm
- Dụng cụ đo khác
 Vật tư mài mòn
Vật tư mài mòn- Máy đánh bóng cầm tay
- Vật tư đánh bóng khuôn, bavia
- Đá cắt
- Đá mài
- Đĩa cắt gạch đá bê tông
- Lưỡi cưa gỗ, cưa nhôm
- Dụng cụ sửa đá
- Đá mài CBN
- Đá mài kim cương Diamond
- Đá mài cơ khí chính xác
- Đá mài lưỡi cưa
- Đá mài lon, đá mài chén
- Nhám xếp
- Đĩa đánh gỉ, chén đánh gỉ, chổi đánh bavia
- Đĩa đánh bóng
- Đá mài que
- Mũi khoan bê tông
- Mũi khoan sắt đầu gài
- Mũi đục bê tông
- Lưỡi cắt cỏ
 Dụng cụ dùng khí nén
Dụng cụ dùng khí nén Dụng cụ cắt gọt
Dụng cụ cắt gọt- Mũi taro
- Ren cấy
- Dao phay ren
- Dao phay ngón
- Dao phay thép gió HSS
- Dao phay điện cực đồng, granite
- Dao phay ngón nhôm, đồng, nhựa
- Dao phay thép cứng sau nhiệt ~70HRC
- Dao phay thép trước nhiệt
- Dao Phay Ngón Inox, Inconel
- Dao phay lệch me hiệu suất cao
- Dao phay cầu
- Dao phay cổ dài
- Dao phay phẳng 2~6 me
- Dao phay phẳng, bo góc r, vát c
- Dao phay côn
- Dao phay thô răng cưa
- Dao Phay CBN
- Dao Phay PCD
- Dao Phay Vật Liệu Composite
- Dao Phay Ngón Cho Nha Khoa
- Dao phay siêu nhỏ micro
- Dao phay ngón hàn carbide
- Dao phay gắn mảnh hợp kim
- Mũi khoan
- Mũi khoan có lỗ tưới nguội xuyên tâm
- Mũi khoan thép cứng ~70HRC
- Mũi khoan Inox, Inconel
- Mũi khoan nhôm, đồng, nhựa
- Mũi khoan chuôi trụ HSS
- Mũi khoan chuôi côn HSS
- Mũi khoan hợp kim carbide
- Mũi khoan micro siêu nhỏ
- Mũi khoan đầu bằng Flat drill
- Mũi khoan-doa (Drill-Reamer)
- Mũi khoan sâu
- Mũi khoan lỗ bậc bulong, lỗ bắt vít
- Mũi khoan khác
- Mũi khoan tâm
- Dao Tiện
- Dao Doa Lỗ
- Mũi dao vát mép lỗ
- Chích tâm, Vát cạnh, Phay rãnh V
- Dao phay chữ T
- Dao phay đuôi én (mang cá)
- Dao phay bavia (ba zớ)
- Dao chạy chữ, dao khắc chữ
- Dao bo cung R-Corner Round
- Dao Phay Đĩa
- Lưỡi cưa
- Mũi khoét
- Mũi khoan từ
- Mũi mài hợp kim
- Dao gọt bavia (ba vớ)
- Dũa kim loại
- Gọt bavia cho đường ống
 Điện và thiết bị điện
Điện và thiết bị điện Máy và phụ tùng máy
Máy và phụ tùng máy Vòng bi (bạc đạn)
Vòng bi (bạc đạn) Thiết bị công trình
Thiết bị công trình Vận chuyển nâng đỡ
Vận chuyển nâng đỡ Dụng cụ cầm tay dùng pin
Dụng cụ cầm tay dùng pin Dụng cụ cầm tay dùng điện
Dụng cụ cầm tay dùng điện- Máy chà nhám
- Máy cắt tôn
- Máy cưa lọng
- Máy mài góc
- Máy đục bê tông
- Máy bào
- Máy mài 2 đá
- Máy cưa xích
- Máy cưa đĩa
- Máy mài thẳng
- Máy phay gỗ
- Súng bắn keo
- Máy đánh bóng
- Máy vệ sinh công nghiệp
- Máy bắt vít
- Máy đột lỗ kim loại
- Máy khoan cầm tay
- Máy cưa kiếm
- Máy cắt nhôm
- Máy cưa bàn
- Máy cắt sắt
- Máy cắt gạch, đá hoa cương
- Máy thổi hơi nóng
- Đầu khoan
- Máy cưa bàn đa góc
- Máy đánh cạnh
- Các loại máy khác
- Súng vặn bu lông
- Máy bơm nước
- Máy cắt rung đa năng
- Máy thổi khí
 Vật tư ngành gỗ
Vật tư ngành gỗ Dụng cụ chạy xăng dầu
Dụng cụ chạy xăng dầu Vật tư ngành hàn
Vật tư ngành hàn Bảo hộ lao động
Bảo hộ lao động Hàng Thanh Lý
Hàng Thanh Lý
- Hot Deal
- Thương hiệu
- Review
- Tin tức
- Giới thiệu
- Catalogue
- In báo giá
- Hỗ trợ
- Liên hệ
Tối thiểu 2 sản phẩm
Mũi taro là dụng cụ sử dụng để tạo ren, nó là phương pháp tạo ren phổ quát nhất, nó sử dụng để tạo ren lỗ trong hoặc tạo ren ngoài (gọi là mũi taro ren ngoài hoặc bàn ren).
Taro, dụng cụ sử dụng để tạo ren
Trong quá trình taro ren việc tậu mũi khoan yêu thích với mũi taro là rất quan yếu. Đường kính mũi khoan cho 1 mũi taro cụ thể nằm trong một khoảng và thường thì người ta lấy kích thước trung bình, tuy nhiên chúng ta với thể điều chình tăng giảm tùy từng vật liệu.
Bảng tra cứu đường kính lỗ khoan tương ứng để taro và tra cứu bước ren chuẩn theo chuẩn ISO nhằm xác định được những bước ren phổ quát đối với từng dimension taro song song xác định lỗ cần khoan trước lúc taro, vận dụng cho cả taro tay hay taro sử dụng máy tarô chuyên chụng.
Bảng tra cứu đường kính lỗ khoan tương ứng để taro và tra cứu bước ren chuẩn theo chuẩn ISO
Các loại mũi taro phổ biến hiện nay
Đối với các loại dụng cụ cắt gọt nói chung và mũi taro nói riêng đều có đa dạng cách phân loại khác nhau, vậy cụ thể mũi taro được phân loại dưới các hellònh thức nào hãy cũng tìm hiểu ngay đưới đây:
Phân loại theo đơn vị đo lường:
Thông dụng nhất hiện nay là đơn vị hệ SI, PI và dầu khí. Hệ dầu khí nguồn tài liệu cũng như thông tin rất hạn chế. Muốn với thông tin thì phải tậu bản quyền và giá cả thì ko hề rẽ.
Phân loại phương pháp taro:
Với thể tạo ren bằng phay ren, tiện ren, cán ren, taro …
Phân loại theo vật liệu của mũi taro:
Mũi taro với thể được làm bằng thép thông thường nhưng chất liệu thép này cũng tùy thuộc vào từng nước gia công như mũi taro của Nhật, Đài Mortgage, Trung Quốc là khác nhau … Để mũi khoan sử dụng được lâu và ko mất thời kì lúc mũi taro bị gãy giữa chừng tốt nhất nên tốn ít tiền để đầu tư mũi taro chất lượng. Và mũi taro làm bằng Inox cứng cáp nhưng dòn dễ bị gãy giữa chừng.
Phân loại theo kiểu taro trong và taro ngoài
Phân loại mũi taro sử dụng bằng tay hay sử dụng máy:
- Nếu mũi taro sử dụng bằng tay thì 1 bộ thường 2 chiếc (1 chiếc thô và 1 chiếc tinh), một số hãng thì mũi taro với 3 mũi (1 mũi thô, 1 mũi dẫn hướng, mũi còn lại là tinh), quan tâm là phải tậu thêm 1 chiếc tay taro cho loại mũi này.
- Đối với taro sử dụng máy thì với 1 chiếc những dài gấp 3, 4 lần mũi taro bằng tay.
Phân loại mũi taro dựa vào cách gia công
- Mũi taro máy là taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy phay, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phoi lại và đẩy xuống phía dưới. Như vậy thì mũi phay taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Mũi taro tay là mũi taro sử dụng để taro bằng tay nó sử dụng phối hợp với tay quay taro. Mũi taro tay thường là 1 bộ gồm 3 cây, cây thô, cây bán tinh và cây tinh, nhưng do với sự tiến bộ về kỹ thuật vật liệu và thiết kế thông số hình học góc cắt nên ngày nay mũi taro tay chỉ cần 1 cây. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Với nhiều loại mũi taro khác nhau, với thể phân loại theo nhiều cách khác nhau
Phân loại mũi taro dựa vào bước ren:
Dựa vào bước ren người ta phân ra thành mũi taro bước chuẩn và mũi taro bước nhuyễn hay taro ren nhuyễn, chúng được sử sử dụng để gia công ren đường khí, đường nước, thực phẩm…để tránh rò rỉ hoặc cần mối ghép ren chặt….
- Mũi taro bước chuẩn là loại phổ quát ví dụ: M10x1.5, M8x1.25.
- Mũi taro bước nhuyễn là mũi taro với bước nhỏ hơn bước chuẩn ví dụ: M10x1.25, M8x1.
Phân loại mũi taro dựa vào đường ren:
Dựa vào đường ren người ta chia ra thành mũi taro ren phải và mũi taro ren trái. Mũi taro ren phải với đường ren thuận chiều kim đồng hồ là loại phổ quát thường sử dụng, mũi taro ren trái là mũi taro với đường ren trái chiều kim đồng hồ, nó thường được sử dụng trong mối ghép ren chuyển đồng. Ví dụ như ren cánh quạt hay kính của xe máy
Phân loại mũi taro dựa vào vật liệu gia công:
Bởi vì mỗi 1 loại vật liệu gia công sẽ sinh ra 1 loại phoi nhất định, với thể và phoi vụn hoặc phoi dây…và loại vật liệu nó cũng với độ cứng khác nhau. Phổ thông nhất là phân loại như sau: mũi taro thép thường, mũi taro thép cứng (thép đã tôi), mũi taro Inox, mũi taro nhôm + đồng, mũi taro gang. Tốt nhất là tậu đúng mũi taro cho vật liệu cần gia công nếu như gia công loạt vừa và to để đảm bảo tuổi thọ của mũi taro, chất lượng của sản phẩm và năng suất gia công.
Phân loại mũi taro dựa vào tiêu chuẩn ren:
Vì mỗi vùng thậm chí mỗi nước người ta sử dụng 1 loại tiêu chuẩn về ren khác nhau. Thường thì mọi người hay gọi là Mũi taro hệ MET và mũi tar hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MET là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ quát ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau
Phân loại mũi taro dựa vào phôi:
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
- Trang chủ
- SẢN PHẨM
- Dụng cụ cầm tay
- Kìm
- Kéo cắt
- Tuốc nơ vít, tua vít, tô vít
- Tuốc nơ vít dẹp
- Tuốc nơ vít 4 cạnh, Tua vít bake
- Tuốc nơ vít sao, hoa thị, hoa khế
- Tuốc nơ vít đóng, tua vít đóng, tô vít đóng
- Tuốc nơ vít 2 đầu
- Tuốc nơ vít đầu lục giác
- Tua vít đầu tuýp lục giác
- Tuốc nơ vít cách điện
- Tuốc nơ vít chữ T
- Tuốc nơ vít lực
- Bộ tua vít, bộ đầu vít đa năng
- Các loại khác liên quan tới tuốc nơ vít
- Bộ tua vít sửa điện thoại, laptop, mắt kính, đồng hồ
- Mũi bắn vít, mũi bắt vít, đầu bắn vít
- Lục giác
- Cờ lê
- Mỏ lết/ Cờ lê điều chỉnh
- Đầu tuýp, Đầu khẩu, Socket
- Bộ đầu tuýp 1/4" (Bộ đầu khẩu 1/4")
- Đầu tuýp 1/4" (Đầu khẩu 1/4")
- Bộ tuýp 3/8" (Bộ đầu khẩu 3/8")
- Đầu tuýp 3/8" (Đầu khẩu 3/8")
- Đầu tuýp 3/4" (Đầu khẩu 3/4")
- Bộ tuýp 3/4" (Bộ đầu khẩu 3/4")
- Đầu tuýp 1/2" (Đầu khẩu 1/2")
- Bộ đầu tuýp 1/2" (Bộ đầu khẩu 1/2")
- Tuýp lẻ và bộ tuýp 1"
- Đầu tuýp lục giác (Đầu khẩu lục giác)
- Bộ đầu tuýp lục giác (Bộ đầu khẩu lục giác)
- Đầu tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ đầu tuýp (bộ đầu khẩu) tổng hợp
- Bộ đầu tuýp và đầu vặn vít hỗn hợp
- Tuýp ống điếu chữ l, t, y và bộ tuýp ống điếu
- Đầu nối dài, đẩu chuyển tuýp
- Đầu lắc léo
- Cần vặn tuýp, tay vặn khẩu
- Cờ lê lực, cần xiết lực, cần chỉnh lực
- Đầu tuýp, đầu nối, đầu chuyển cho súng bắn bu lông
- Búa
- Dao kỹ thuật
- Bộ đục, đột
- Thiết bị đo lường
- Dụng cụ đo kiểm ren
- Dưỡng đo kiểm lỗ
- Ring gauge - Vòng chuẩn
- Thước kẹp
- Thước panme
- Đồng hồ so
- Thước đo cao
- Thước đo độ dày
- Thước lá
- Nivo - Thước thủy
- Thước đo sâu
- Dụng cụ đo khe hở
- Thước đo góc
- Đồng hồ đo lỗ
- Chân đế
- Bộ dưỡng đo cung tròn
- Compa lấy dấu
- Thước đo mối hàn
- Thước dán, thước thợ may
- Thước dây cuộn
- Kính lúp
- Ke vuông
- Dụng cụ sét dao X, Y, Z
- Thước lăn đường
- Nhíp đo
- Ê ke mộc
- Dưỡng đo biên dạng
- Dưỡng đo vết nứt
- Dưỡng kiểm tra góc mũi khoan
- Dưỡng đo góc
- Khối V từ
- Calip GO/NO GO dung sai trục
- Block gauge
- Bàn MAP chuẩn
- Thước đo cạnh vát
- Thước đo đường kính
- Bộ dụng cụ đo
- Thiết bị đo độ cứng
- Thước đo sâu khe
- Thước thẳng
- Thiết bị đo độ đảo
- Kính hiển vi
- Thiết bị đo nhiệt độ, độ ẩm
- Dụng cụ đo khác
- Vật tư mài mòn
- Máy đánh bóng cầm tay
- Vật tư đánh bóng khuôn, bavia
- Đá cắt
- Đá mài
- Đĩa cắt gạch đá bê tông
- Lưỡi cưa gỗ, cưa nhôm
- Dụng cụ sửa đá
- Đá mài CBN
- Đá mài kim cương Diamond
- Đá mài cơ khí chính xác
- Đá mài lưỡi cưa
- Đá mài lon, đá mài chén
- Nhám xếp
- Đĩa đánh gỉ, chén đánh gỉ, chổi đánh bavia
- Đĩa đánh bóng
- Đá mài que
- Mũi khoan bê tông
- Mũi khoan sắt đầu gài
- Mũi đục bê tông
- Lưỡi cắt cỏ
- Dụng cụ dùng khí nén
- Dụng cụ cắt gọt
- Mũi taro
- Ren cấy
- Dao phay ren
- Dao phay ngón
- Dao phay thép gió HSS
- Dao phay điện cực đồng, granite
- Dao phay ngón nhôm, đồng, nhựa
- Dao phay thép cứng sau nhiệt ~70HRC
- Dao phay thép trước nhiệt
- Dao Phay Ngón Inox, Inconel
- Dao phay lệch me hiệu suất cao
- Dao phay cầu
- Dao phay cổ dài
- Dao phay phẳng 2~6 me
- Dao phay phẳng, bo góc r, vát c
- Dao phay côn
- Dao phay thô răng cưa
- Dao Phay CBN
- Dao Phay PCD
- Dao Phay Vật Liệu Composite
- Dao Phay Ngón Cho Nha Khoa
- Dao phay siêu nhỏ micro
- Dao phay ngón hàn carbide
- Dao phay gắn mảnh hợp kim
- Mũi khoan
- Mũi khoan có lỗ tưới nguội xuyên tâm
- Mũi khoan thép cứng ~70HRC
- Mũi khoan Inox, Inconel
- Mũi khoan nhôm, đồng, nhựa
- Mũi khoan chuôi trụ HSS
- Mũi khoan chuôi côn HSS
- Mũi khoan hợp kim carbide
- Mũi khoan micro siêu nhỏ
- Mũi khoan đầu bằng Flat drill
- Mũi khoan-doa (Drill-Reamer)
- Mũi khoan sâu
- Mũi khoan lỗ bậc bulong, lỗ bắt vít
- Mũi khoan khác
- Mũi khoan tâm
- Dao Tiện
- Dao Doa Lỗ
- Mũi dao vát mép lỗ
- Chích tâm, Vát cạnh, Phay rãnh V
- Dao phay chữ T
- Dao phay đuôi én (mang cá)
- Dao phay bavia (ba zớ)
- Dao chạy chữ, dao khắc chữ
- Dao bo cung R-Corner Round
- Dao Phay Đĩa
- Lưỡi cưa
- Mũi khoét
- Mũi khoan từ
- Mũi mài hợp kim
- Dao gọt bavia (ba vớ)
- Dũa kim loại
- Gọt bavia cho đường ống
- Điện và thiết bị điện
- Máy và phụ tùng máy
- Vòng bi (bạc đạn)
- Thiết bị công trình
- Vận chuyển nâng đỡ
- Dụng cụ cầm tay dùng pin
- Dụng cụ cầm tay dùng điện
- Máy chà nhám
- Máy cắt tôn
- Máy cưa lọng
- Máy mài góc
- Máy đục bê tông
- Máy bào
- Máy mài 2 đá
- Máy cưa xích
- Máy cưa đĩa
- Máy mài thẳng
- Máy phay gỗ
- Súng bắn keo
- Máy đánh bóng
- Máy vệ sinh công nghiệp
- Máy bắt vít
- Máy đột lỗ kim loại
- Máy khoan cầm tay
- Máy cưa kiếm
- Máy cắt nhôm
- Máy cưa bàn
- Máy cắt sắt
- Máy cắt gạch, đá hoa cương
- Máy thổi hơi nóng
- Đầu khoan
- Máy cưa bàn đa góc
- Máy đánh cạnh
- Các loại máy khác
- Súng vặn bu lông
- Máy bơm nước
- Máy cắt rung đa năng
- Máy thổi khí
- Vật tư ngành gỗ
- Dụng cụ chạy xăng dầu
- Vật tư ngành hàn
- Bảo hộ lao động
- Hàng Thanh Lý
- Hot Deal
- Thương hiệu
- Review
- Tin tức
- Giới thiệu
- Catalogue
- In báo giá
- Hỗ trợ
- Liên hệ
Tối thiểu 2 sản phẩm
Đối với các loại dụng cụ cắt gọt nói chung và mũi taro nói riêng đều có đa dạng cách phân loại khác nhau, vậy cụ thể mũi taro được phân loại dưới các hellònh thức nào hãy cũng tìm hiểu ngay đưới đây:
Phân loại theo đơn vị đo lường:
Thông dụng nhất hiện nay là đơn vị hệ SI, PI và dầu khí. Hệ dầu khí nguồn tài liệu cũng như thông tin rất hạn chế. Muốn với thông tin thì phải tậu bản quyền và giá cả thì ko hề rẽ.
Phân loại phương pháp taro:
Với thể tạo ren bằng phay ren, tiện ren, cán ren, taro …
Phân loại theo vật liệu của mũi taro:
Mũi taro với thể được làm bằng thép thông thường nhưng chất liệu thép này cũng tùy thuộc vào từng nước gia công như mũi taro của Nhật, Đài Mortgage, Trung Quốc là khác nhau … Để mũi khoan sử dụng được lâu và ko mất thời kì lúc mũi taro bị gãy giữa chừng tốt nhất nên tốn ít tiền để đầu tư mũi taro chất lượng. Và mũi taro làm bằng Inox cứng cáp nhưng dòn dễ bị gãy giữa chừng.
Phân loại theo kiểu taro trong và taro ngoài
Phân loại mũi taro sử dụng bằng tay hay sử dụng máy:
- Nếu mũi taro sử dụng bằng tay thì 1 bộ thường 2 chiếc (1 chiếc thô và 1 chiếc tinh), một số hãng thì mũi taro với 3 mũi (1 mũi thô, 1 mũi dẫn hướng, mũi còn lại là tinh), quan tâm là phải tậu thêm 1 chiếc tay taro cho loại mũi này.
- Đối với taro sử dụng máy thì với 1 chiếc những dài gấp 3, 4 lần mũi taro bằng tay.
Phân loại mũi taro dựa vào cách gia công
- Mũi taro máy là taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy phay, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phoi lại và đẩy xuống phía dưới. Như vậy thì mũi phay taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Mũi taro tay là mũi taro sử dụng để taro bằng tay nó sử dụng phối hợp với tay quay taro. Mũi taro tay thường là 1 bộ gồm 3 cây, cây thô, cây bán tinh và cây tinh, nhưng do với sự tiến bộ về kỹ thuật vật liệu và thiết kế thông số hình học góc cắt nên ngày nay mũi taro tay chỉ cần 1 cây. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Với nhiều loại mũi taro khác nhau, với thể phân loại theo nhiều cách khác nhau
Phân loại mũi taro dựa vào bước ren:
Dựa vào bước ren người ta phân ra thành mũi taro bước chuẩn và mũi taro bước nhuyễn hay taro ren nhuyễn, chúng được sử sử dụng để gia công ren đường khí, đường nước, thực phẩm…để tránh rò rỉ hoặc cần mối ghép ren chặt….
- Mũi taro bước chuẩn là loại phổ quát ví dụ: M10x1.5, M8x1.25.
- Mũi taro bước nhuyễn là mũi taro với bước nhỏ hơn bước chuẩn ví dụ: M10x1.25, M8x1.
Phân loại mũi taro dựa vào đường ren:
Dựa vào đường ren người ta chia ra thành mũi taro ren phải và mũi taro ren trái. Mũi taro ren phải với đường ren thuận chiều kim đồng hồ là loại phổ quát thường sử dụng, mũi taro ren trái là mũi taro với đường ren trái chiều kim đồng hồ, nó thường được sử dụng trong mối ghép ren chuyển đồng. Ví dụ như ren cánh quạt hay kính của xe máy
Phân loại mũi taro dựa vào vật liệu gia công:
Bởi vì mỗi 1 loại vật liệu gia công sẽ sinh ra 1 loại phoi nhất định, với thể và phoi vụn hoặc phoi dây…và loại vật liệu nó cũng với độ cứng khác nhau. Phổ thông nhất là phân loại như sau: mũi taro thép thường, mũi taro thép cứng (thép đã tôi), mũi taro Inox, mũi taro nhôm + đồng, mũi taro gang. Tốt nhất là tậu đúng mũi taro cho vật liệu cần gia công nếu như gia công loạt vừa và to để đảm bảo tuổi thọ của mũi taro, chất lượng của sản phẩm và năng suất gia công.
Phân loại mũi taro dựa vào tiêu chuẩn ren:
Vì mỗi vùng thậm chí mỗi nước người ta sử dụng 1 loại tiêu chuẩn về ren khác nhau. Thường thì mọi người hay gọi là Mũi taro hệ MET và mũi tar hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MET là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ quát ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau
Phân loại mũi taro dựa vào phôi:
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
- Trang chủ
- SẢN PHẨM
- Dụng cụ cầm tay
- Kìm
- Kéo cắt
- Tuốc nơ vít, tua vít, tô vít
- Tuốc nơ vít dẹp
- Tuốc nơ vít 4 cạnh, Tua vít bake
- Tuốc nơ vít sao, hoa thị, hoa khế
- Tuốc nơ vít đóng, tua vít đóng, tô vít đóng
- Tuốc nơ vít 2 đầu
- Tuốc nơ vít đầu lục giác
- Tua vít đầu tuýp lục giác
- Tuốc nơ vít cách điện
- Tuốc nơ vít chữ T
- Tuốc nơ vít lực
- Bộ tua vít, bộ đầu vít đa năng
- Các loại khác liên quan tới tuốc nơ vít
- Bộ tua vít sửa điện thoại, laptop, mắt kính, đồng hồ
- Mũi bắn vít, mũi bắt vít, đầu bắn vít
- Lục giác
- Cờ lê
- Mỏ lết/ Cờ lê điều chỉnh
- Đầu tuýp, Đầu khẩu, Socket
- Bộ đầu tuýp 1/4" (Bộ đầu khẩu 1/4")
- Đầu tuýp 1/4" (Đầu khẩu 1/4")
- Bộ tuýp 3/8" (Bộ đầu khẩu 3/8")
- Đầu tuýp 3/8" (Đầu khẩu 3/8")
- Đầu tuýp 3/4" (Đầu khẩu 3/4")
- Bộ tuýp 3/4" (Bộ đầu khẩu 3/4")
- Đầu tuýp 1/2" (Đầu khẩu 1/2")
- Bộ đầu tuýp 1/2" (Bộ đầu khẩu 1/2")
- Tuýp lẻ và bộ tuýp 1"
- Đầu tuýp lục giác (Đầu khẩu lục giác)
- Bộ đầu tuýp lục giác (Bộ đầu khẩu lục giác)
- Đầu tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ đầu tuýp (bộ đầu khẩu) tổng hợp
- Bộ đầu tuýp và đầu vặn vít hỗn hợp
- Tuýp ống điếu chữ l, t, y và bộ tuýp ống điếu
- Đầu nối dài, đẩu chuyển tuýp
- Đầu lắc léo
- Cần vặn tuýp, tay vặn khẩu
- Cờ lê lực, cần xiết lực, cần chỉnh lực
- Đầu tuýp, đầu nối, đầu chuyển cho súng bắn bu lông
- Búa
- Dao kỹ thuật
- Bộ đục, đột
- Thiết bị đo lường
- Dụng cụ đo kiểm ren
- Dưỡng đo kiểm lỗ
- Ring gauge - Vòng chuẩn
- Thước kẹp
- Thước panme
- Đồng hồ so
- Thước đo cao
- Thước đo độ dày
- Thước lá
- Nivo - Thước thủy
- Thước đo sâu
- Dụng cụ đo khe hở
- Thước đo góc
- Đồng hồ đo lỗ
- Chân đế
- Bộ dưỡng đo cung tròn
- Compa lấy dấu
- Thước đo mối hàn
- Thước dán, thước thợ may
- Thước dây cuộn
- Kính lúp
- Ke vuông
- Dụng cụ sét dao X, Y, Z
- Thước lăn đường
- Nhíp đo
- Ê ke mộc
- Dưỡng đo biên dạng
- Dưỡng đo vết nứt
- Dưỡng kiểm tra góc mũi khoan
- Dưỡng đo góc
- Khối V từ
- Calip GO/NO GO dung sai trục
- Block gauge
- Bàn MAP chuẩn
- Thước đo cạnh vát
- Thước đo đường kính
- Bộ dụng cụ đo
- Thiết bị đo độ cứng
- Thước đo sâu khe
- Thước thẳng
- Thiết bị đo độ đảo
- Kính hiển vi
- Thiết bị đo nhiệt độ, độ ẩm
- Dụng cụ đo khác
- Vật tư mài mòn
- Máy đánh bóng cầm tay
- Vật tư đánh bóng khuôn, bavia
- Đá cắt
- Đá mài
- Đĩa cắt gạch đá bê tông
- Lưỡi cưa gỗ, cưa nhôm
- Dụng cụ sửa đá
- Đá mài CBN
- Đá mài kim cương Diamond
- Đá mài cơ khí chính xác
- Đá mài lưỡi cưa
- Đá mài lon, đá mài chén
- Nhám xếp
- Đĩa đánh gỉ, chén đánh gỉ, chổi đánh bavia
- Đĩa đánh bóng
- Đá mài que
- Mũi khoan bê tông
- Mũi khoan sắt đầu gài
- Mũi đục bê tông
- Lưỡi cắt cỏ
- Dụng cụ dùng khí nén
- Dụng cụ cắt gọt
- Mũi taro
- Ren cấy
- Dao phay ren
- Dao phay ngón
- Dao phay thép gió HSS
- Dao phay điện cực đồng, granite
- Dao phay ngón nhôm, đồng, nhựa
- Dao phay thép cứng sau nhiệt ~70HRC
- Dao phay thép trước nhiệt
- Dao Phay Ngón Inox, Inconel
- Dao phay lệch me hiệu suất cao
- Dao phay cầu
- Dao phay cổ dài
- Dao phay phẳng 2~6 me
- Dao phay phẳng, bo góc r, vát c
- Dao phay côn
- Dao phay thô răng cưa
- Dao Phay CBN
- Dao Phay PCD
- Dao Phay Vật Liệu Composite
- Dao Phay Ngón Cho Nha Khoa
- Dao phay siêu nhỏ micro
- Dao phay ngón hàn carbide
- Dao phay gắn mảnh hợp kim
- Mũi khoan
- Mũi khoan có lỗ tưới nguội xuyên tâm
- Mũi khoan thép cứng ~70HRC
- Mũi khoan Inox, Inconel
- Mũi khoan nhôm, đồng, nhựa
- Mũi khoan chuôi trụ HSS
- Mũi khoan chuôi côn HSS
- Mũi khoan hợp kim carbide
- Mũi khoan micro siêu nhỏ
- Mũi khoan đầu bằng Flat drill
- Mũi khoan-doa (Drill-Reamer)
- Mũi khoan sâu
- Mũi khoan lỗ bậc bulong, lỗ bắt vít
- Mũi khoan khác
- Mũi khoan tâm
- Dao Tiện
- Dao Doa Lỗ
- Mũi dao vát mép lỗ
- Chích tâm, Vát cạnh, Phay rãnh V
- Dao phay chữ T
- Dao phay đuôi én (mang cá)
- Dao phay bavia (ba zớ)
- Dao chạy chữ, dao khắc chữ
- Dao bo cung R-Corner Round
- Dao Phay Đĩa
- Lưỡi cưa
- Mũi khoét
- Mũi khoan từ
- Mũi mài hợp kim
- Dao gọt bavia (ba vớ)
- Dũa kim loại
- Gọt bavia cho đường ống
- Điện và thiết bị điện
- Máy và phụ tùng máy
- Vòng bi (bạc đạn)
- Thiết bị công trình
- Vận chuyển nâng đỡ
- Dụng cụ cầm tay dùng pin
- Dụng cụ cầm tay dùng điện
- Máy chà nhám
- Máy cắt tôn
- Máy cưa lọng
- Máy mài góc
- Máy đục bê tông
- Máy bào
- Máy mài 2 đá
- Máy cưa xích
- Máy cưa đĩa
- Máy mài thẳng
- Máy phay gỗ
- Súng bắn keo
- Máy đánh bóng
- Máy vệ sinh công nghiệp
- Máy bắt vít
- Máy đột lỗ kim loại
- Máy khoan cầm tay
- Máy cưa kiếm
- Máy cắt nhôm
- Máy cưa bàn
- Máy cắt sắt
- Máy cắt gạch, đá hoa cương
- Máy thổi hơi nóng
- Đầu khoan
- Máy cưa bàn đa góc
- Máy đánh cạnh
- Các loại máy khác
- Súng vặn bu lông
- Máy bơm nước
- Máy cắt rung đa năng
- Máy thổi khí
- Vật tư ngành gỗ
- Dụng cụ chạy xăng dầu
- Vật tư ngành hàn
- Bảo hộ lao động
- Hàng Thanh Lý
- Hot Deal
- Thương hiệu
- Review
- Tin tức
- Giới thiệu
- Catalogue
- In báo giá
- Hỗ trợ
- Liên hệ
Tối thiểu 2 sản phẩm
Thông dụng nhất hiện nay là đơn vị hệ SI, PI và dầu khí. Hệ dầu khí nguồn tài liệu cũng như thông tin rất hạn chế. Muốn với thông tin thì phải tậu bản quyền và giá cả thì ko hề rẽ.
Phân loại phương pháp taro:
Với thể tạo ren bằng phay ren, tiện ren, cán ren, taro …
Phân loại theo vật liệu của mũi taro:
Mũi taro với thể được làm bằng thép thông thường nhưng chất liệu thép này cũng tùy thuộc vào từng nước gia công như mũi taro của Nhật, Đài Mortgage, Trung Quốc là khác nhau … Để mũi khoan sử dụng được lâu và ko mất thời kì lúc mũi taro bị gãy giữa chừng tốt nhất nên tốn ít tiền để đầu tư mũi taro chất lượng. Và mũi taro làm bằng Inox cứng cáp nhưng dòn dễ bị gãy giữa chừng.
Phân loại theo kiểu taro trong và taro ngoài
Phân loại mũi taro sử dụng bằng tay hay sử dụng máy:
- Nếu mũi taro sử dụng bằng tay thì 1 bộ thường 2 chiếc (1 chiếc thô và 1 chiếc tinh), một số hãng thì mũi taro với 3 mũi (1 mũi thô, 1 mũi dẫn hướng, mũi còn lại là tinh), quan tâm là phải tậu thêm 1 chiếc tay taro cho loại mũi này.
- Đối với taro sử dụng máy thì với 1 chiếc những dài gấp 3, 4 lần mũi taro bằng tay.
Phân loại mũi taro dựa vào cách gia công
- Mũi taro máy là taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy phay, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phoi lại và đẩy xuống phía dưới. Như vậy thì mũi phay taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Mũi taro tay là mũi taro sử dụng để taro bằng tay nó sử dụng phối hợp với tay quay taro. Mũi taro tay thường là 1 bộ gồm 3 cây, cây thô, cây bán tinh và cây tinh, nhưng do với sự tiến bộ về kỹ thuật vật liệu và thiết kế thông số hình học góc cắt nên ngày nay mũi taro tay chỉ cần 1 cây. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Với nhiều loại mũi taro khác nhau, với thể phân loại theo nhiều cách khác nhau
Phân loại mũi taro dựa vào bước ren:
Dựa vào bước ren người ta phân ra thành mũi taro bước chuẩn và mũi taro bước nhuyễn hay taro ren nhuyễn, chúng được sử sử dụng để gia công ren đường khí, đường nước, thực phẩm…để tránh rò rỉ hoặc cần mối ghép ren chặt….
- Mũi taro bước chuẩn là loại phổ quát ví dụ: M10x1.5, M8x1.25.
- Mũi taro bước nhuyễn là mũi taro với bước nhỏ hơn bước chuẩn ví dụ: M10x1.25, M8x1.
Phân loại mũi taro dựa vào đường ren:
Dựa vào đường ren người ta chia ra thành mũi taro ren phải và mũi taro ren trái. Mũi taro ren phải với đường ren thuận chiều kim đồng hồ là loại phổ quát thường sử dụng, mũi taro ren trái là mũi taro với đường ren trái chiều kim đồng hồ, nó thường được sử dụng trong mối ghép ren chuyển đồng. Ví dụ như ren cánh quạt hay kính của xe máy
Phân loại mũi taro dựa vào vật liệu gia công:
Bởi vì mỗi 1 loại vật liệu gia công sẽ sinh ra 1 loại phoi nhất định, với thể và phoi vụn hoặc phoi dây…và loại vật liệu nó cũng với độ cứng khác nhau. Phổ thông nhất là phân loại như sau: mũi taro thép thường, mũi taro thép cứng (thép đã tôi), mũi taro Inox, mũi taro nhôm + đồng, mũi taro gang. Tốt nhất là tậu đúng mũi taro cho vật liệu cần gia công nếu như gia công loạt vừa và to để đảm bảo tuổi thọ của mũi taro, chất lượng của sản phẩm và năng suất gia công.
Phân loại mũi taro dựa vào tiêu chuẩn ren:
Vì mỗi vùng thậm chí mỗi nước người ta sử dụng 1 loại tiêu chuẩn về ren khác nhau. Thường thì mọi người hay gọi là Mũi taro hệ MET và mũi tar hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MET là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ quát ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau
Phân loại mũi taro dựa vào phôi:
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
- Trang chủ
- SẢN PHẨM
- Dụng cụ cầm tay
- Kìm
- Kéo cắt
- Tuốc nơ vít, tua vít, tô vít
- Tuốc nơ vít dẹp
- Tuốc nơ vít 4 cạnh, Tua vít bake
- Tuốc nơ vít sao, hoa thị, hoa khế
- Tuốc nơ vít đóng, tua vít đóng, tô vít đóng
- Tuốc nơ vít 2 đầu
- Tuốc nơ vít đầu lục giác
- Tua vít đầu tuýp lục giác
- Tuốc nơ vít cách điện
- Tuốc nơ vít chữ T
- Tuốc nơ vít lực
- Bộ tua vít, bộ đầu vít đa năng
- Các loại khác liên quan tới tuốc nơ vít
- Bộ tua vít sửa điện thoại, laptop, mắt kính, đồng hồ
- Mũi bắn vít, mũi bắt vít, đầu bắn vít
- Lục giác
- Cờ lê
- Mỏ lết/ Cờ lê điều chỉnh
- Đầu tuýp, Đầu khẩu, Socket
- Bộ đầu tuýp 1/4" (Bộ đầu khẩu 1/4")
- Đầu tuýp 1/4" (Đầu khẩu 1/4")
- Bộ tuýp 3/8" (Bộ đầu khẩu 3/8")
- Đầu tuýp 3/8" (Đầu khẩu 3/8")
- Đầu tuýp 3/4" (Đầu khẩu 3/4")
- Bộ tuýp 3/4" (Bộ đầu khẩu 3/4")
- Đầu tuýp 1/2" (Đầu khẩu 1/2")
- Bộ đầu tuýp 1/2" (Bộ đầu khẩu 1/2")
- Tuýp lẻ và bộ tuýp 1"
- Đầu tuýp lục giác (Đầu khẩu lục giác)
- Bộ đầu tuýp lục giác (Bộ đầu khẩu lục giác)
- Đầu tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ đầu tuýp (bộ đầu khẩu) tổng hợp
- Bộ đầu tuýp và đầu vặn vít hỗn hợp
- Tuýp ống điếu chữ l, t, y và bộ tuýp ống điếu
- Đầu nối dài, đẩu chuyển tuýp
- Đầu lắc léo
- Cần vặn tuýp, tay vặn khẩu
- Cờ lê lực, cần xiết lực, cần chỉnh lực
- Đầu tuýp, đầu nối, đầu chuyển cho súng bắn bu lông
- Búa
- Dao kỹ thuật
- Bộ đục, đột
- Thiết bị đo lường
- Dụng cụ đo kiểm ren
- Dưỡng đo kiểm lỗ
- Ring gauge - Vòng chuẩn
- Thước kẹp
- Thước panme
- Đồng hồ so
- Thước đo cao
- Thước đo độ dày
- Thước lá
- Nivo - Thước thủy
- Thước đo sâu
- Dụng cụ đo khe hở
- Thước đo góc
- Đồng hồ đo lỗ
- Chân đế
- Bộ dưỡng đo cung tròn
- Compa lấy dấu
- Thước đo mối hàn
- Thước dán, thước thợ may
- Thước dây cuộn
- Kính lúp
- Ke vuông
- Dụng cụ sét dao X, Y, Z
- Thước lăn đường
- Nhíp đo
- Ê ke mộc
- Dưỡng đo biên dạng
- Dưỡng đo vết nứt
- Dưỡng kiểm tra góc mũi khoan
- Dưỡng đo góc
- Khối V từ
- Calip GO/NO GO dung sai trục
- Block gauge
- Bàn MAP chuẩn
- Thước đo cạnh vát
- Thước đo đường kính
- Bộ dụng cụ đo
- Thiết bị đo độ cứng
- Thước đo sâu khe
- Thước thẳng
- Thiết bị đo độ đảo
- Kính hiển vi
- Thiết bị đo nhiệt độ, độ ẩm
- Dụng cụ đo khác
- Vật tư mài mòn
- Máy đánh bóng cầm tay
- Vật tư đánh bóng khuôn, bavia
- Đá cắt
- Đá mài
- Đĩa cắt gạch đá bê tông
- Lưỡi cưa gỗ, cưa nhôm
- Dụng cụ sửa đá
- Đá mài CBN
- Đá mài kim cương Diamond
- Đá mài cơ khí chính xác
- Đá mài lưỡi cưa
- Đá mài lon, đá mài chén
- Nhám xếp
- Đĩa đánh gỉ, chén đánh gỉ, chổi đánh bavia
- Đĩa đánh bóng
- Đá mài que
- Mũi khoan bê tông
- Mũi khoan sắt đầu gài
- Mũi đục bê tông
- Lưỡi cắt cỏ
- Dụng cụ dùng khí nén
- Dụng cụ cắt gọt
- Mũi taro
- Ren cấy
- Dao phay ren
- Dao phay ngón
- Dao phay thép gió HSS
- Dao phay điện cực đồng, granite
- Dao phay ngón nhôm, đồng, nhựa
- Dao phay thép cứng sau nhiệt ~70HRC
- Dao phay thép trước nhiệt
- Dao Phay Ngón Inox, Inconel
- Dao phay lệch me hiệu suất cao
- Dao phay cầu
- Dao phay cổ dài
- Dao phay phẳng 2~6 me
- Dao phay phẳng, bo góc r, vát c
- Dao phay côn
- Dao phay thô răng cưa
- Dao Phay CBN
- Dao Phay PCD
- Dao Phay Vật Liệu Composite
- Dao Phay Ngón Cho Nha Khoa
- Dao phay siêu nhỏ micro
- Dao phay ngón hàn carbide
- Dao phay gắn mảnh hợp kim
- Mũi khoan
- Mũi khoan có lỗ tưới nguội xuyên tâm
- Mũi khoan thép cứng ~70HRC
- Mũi khoan Inox, Inconel
- Mũi khoan nhôm, đồng, nhựa
- Mũi khoan chuôi trụ HSS
- Mũi khoan chuôi côn HSS
- Mũi khoan hợp kim carbide
- Mũi khoan micro siêu nhỏ
- Mũi khoan đầu bằng Flat drill
- Mũi khoan-doa (Drill-Reamer)
- Mũi khoan sâu
- Mũi khoan lỗ bậc bulong, lỗ bắt vít
- Mũi khoan khác
- Mũi khoan tâm
- Dao Tiện
- Dao Doa Lỗ
- Mũi dao vát mép lỗ
- Chích tâm, Vát cạnh, Phay rãnh V
- Dao phay chữ T
- Dao phay đuôi én (mang cá)
- Dao phay bavia (ba zớ)
- Dao chạy chữ, dao khắc chữ
- Dao bo cung R-Corner Round
- Dao Phay Đĩa
- Lưỡi cưa
- Mũi khoét
- Mũi khoan từ
- Mũi mài hợp kim
- Dao gọt bavia (ba vớ)
- Dũa kim loại
- Gọt bavia cho đường ống
- Điện và thiết bị điện
- Máy và phụ tùng máy
- Vòng bi (bạc đạn)
- Thiết bị công trình
- Vận chuyển nâng đỡ
- Dụng cụ cầm tay dùng pin
- Dụng cụ cầm tay dùng điện
- Máy chà nhám
- Máy cắt tôn
- Máy cưa lọng
- Máy mài góc
- Máy đục bê tông
- Máy bào
- Máy mài 2 đá
- Máy cưa xích
- Máy cưa đĩa
- Máy mài thẳng
- Máy phay gỗ
- Súng bắn keo
- Máy đánh bóng
- Máy vệ sinh công nghiệp
- Máy bắt vít
- Máy đột lỗ kim loại
- Máy khoan cầm tay
- Máy cưa kiếm
- Máy cắt nhôm
- Máy cưa bàn
- Máy cắt sắt
- Máy cắt gạch, đá hoa cương
- Máy thổi hơi nóng
- Đầu khoan
- Máy cưa bàn đa góc
- Máy đánh cạnh
- Các loại máy khác
- Súng vặn bu lông
- Máy bơm nước
- Máy cắt rung đa năng
- Máy thổi khí
- Vật tư ngành gỗ
- Dụng cụ chạy xăng dầu
- Vật tư ngành hàn
- Bảo hộ lao động
- Hàng Thanh Lý
- Hot Deal
- Thương hiệu
- Review
- Tin tức
- Giới thiệu
- Catalogue
- In báo giá
- Hỗ trợ
- Liên hệ
Tối thiểu 2 sản phẩm
Với thể tạo ren bằng phay ren, tiện ren, cán ren, taro …
Phân loại theo vật liệu của mũi taro:
Mũi taro với thể được làm bằng thép thông thường nhưng chất liệu thép này cũng tùy thuộc vào từng nước gia công như mũi taro của Nhật, Đài Mortgage, Trung Quốc là khác nhau … Để mũi khoan sử dụng được lâu và ko mất thời kì lúc mũi taro bị gãy giữa chừng tốt nhất nên tốn ít tiền để đầu tư mũi taro chất lượng. Và mũi taro làm bằng Inox cứng cáp nhưng dòn dễ bị gãy giữa chừng.
Phân loại theo kiểu taro trong và taro ngoài
Phân loại mũi taro sử dụng bằng tay hay sử dụng máy:
- Nếu mũi taro sử dụng bằng tay thì 1 bộ thường 2 chiếc (1 chiếc thô và 1 chiếc tinh), một số hãng thì mũi taro với 3 mũi (1 mũi thô, 1 mũi dẫn hướng, mũi còn lại là tinh), quan tâm là phải tậu thêm 1 chiếc tay taro cho loại mũi này.
- Đối với taro sử dụng máy thì với 1 chiếc những dài gấp 3, 4 lần mũi taro bằng tay.
Phân loại mũi taro dựa vào cách gia công
- Mũi taro máy là taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy phay, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phoi lại và đẩy xuống phía dưới. Như vậy thì mũi phay taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Mũi taro tay là mũi taro sử dụng để taro bằng tay nó sử dụng phối hợp với tay quay taro. Mũi taro tay thường là 1 bộ gồm 3 cây, cây thô, cây bán tinh và cây tinh, nhưng do với sự tiến bộ về kỹ thuật vật liệu và thiết kế thông số hình học góc cắt nên ngày nay mũi taro tay chỉ cần 1 cây. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Với nhiều loại mũi taro khác nhau, với thể phân loại theo nhiều cách khác nhau
Phân loại mũi taro dựa vào bước ren:
Dựa vào bước ren người ta phân ra thành mũi taro bước chuẩn và mũi taro bước nhuyễn hay taro ren nhuyễn, chúng được sử sử dụng để gia công ren đường khí, đường nước, thực phẩm…để tránh rò rỉ hoặc cần mối ghép ren chặt….
- Mũi taro bước chuẩn là loại phổ quát ví dụ: M10x1.5, M8x1.25.
- Mũi taro bước nhuyễn là mũi taro với bước nhỏ hơn bước chuẩn ví dụ: M10x1.25, M8x1.
Phân loại mũi taro dựa vào đường ren:
Dựa vào đường ren người ta chia ra thành mũi taro ren phải và mũi taro ren trái. Mũi taro ren phải với đường ren thuận chiều kim đồng hồ là loại phổ quát thường sử dụng, mũi taro ren trái là mũi taro với đường ren trái chiều kim đồng hồ, nó thường được sử dụng trong mối ghép ren chuyển đồng. Ví dụ như ren cánh quạt hay kính của xe máy
Phân loại mũi taro dựa vào vật liệu gia công:
Bởi vì mỗi 1 loại vật liệu gia công sẽ sinh ra 1 loại phoi nhất định, với thể và phoi vụn hoặc phoi dây…và loại vật liệu nó cũng với độ cứng khác nhau. Phổ thông nhất là phân loại như sau: mũi taro thép thường, mũi taro thép cứng (thép đã tôi), mũi taro Inox, mũi taro nhôm + đồng, mũi taro gang. Tốt nhất là tậu đúng mũi taro cho vật liệu cần gia công nếu như gia công loạt vừa và to để đảm bảo tuổi thọ của mũi taro, chất lượng của sản phẩm và năng suất gia công.
Phân loại mũi taro dựa vào tiêu chuẩn ren:
Vì mỗi vùng thậm chí mỗi nước người ta sử dụng 1 loại tiêu chuẩn về ren khác nhau. Thường thì mọi người hay gọi là Mũi taro hệ MET và mũi tar hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MET là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ quát ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau
Phân loại mũi taro dựa vào phôi:
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
- Trang chủ
- SẢN PHẨM
- Dụng cụ cầm tay
- Kìm
- Kéo cắt
- Tuốc nơ vít, tua vít, tô vít
- Tuốc nơ vít dẹp
- Tuốc nơ vít 4 cạnh, Tua vít bake
- Tuốc nơ vít sao, hoa thị, hoa khế
- Tuốc nơ vít đóng, tua vít đóng, tô vít đóng
- Tuốc nơ vít 2 đầu
- Tuốc nơ vít đầu lục giác
- Tua vít đầu tuýp lục giác
- Tuốc nơ vít cách điện
- Tuốc nơ vít chữ T
- Tuốc nơ vít lực
- Bộ tua vít, bộ đầu vít đa năng
- Các loại khác liên quan tới tuốc nơ vít
- Bộ tua vít sửa điện thoại, laptop, mắt kính, đồng hồ
- Mũi bắn vít, mũi bắt vít, đầu bắn vít
- Lục giác
- Cờ lê
- Mỏ lết/ Cờ lê điều chỉnh
- Đầu tuýp, Đầu khẩu, Socket
- Bộ đầu tuýp 1/4" (Bộ đầu khẩu 1/4")
- Đầu tuýp 1/4" (Đầu khẩu 1/4")
- Bộ tuýp 3/8" (Bộ đầu khẩu 3/8")
- Đầu tuýp 3/8" (Đầu khẩu 3/8")
- Đầu tuýp 3/4" (Đầu khẩu 3/4")
- Bộ tuýp 3/4" (Bộ đầu khẩu 3/4")
- Đầu tuýp 1/2" (Đầu khẩu 1/2")
- Bộ đầu tuýp 1/2" (Bộ đầu khẩu 1/2")
- Tuýp lẻ và bộ tuýp 1"
- Đầu tuýp lục giác (Đầu khẩu lục giác)
- Bộ đầu tuýp lục giác (Bộ đầu khẩu lục giác)
- Đầu tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ đầu tuýp (bộ đầu khẩu) tổng hợp
- Bộ đầu tuýp và đầu vặn vít hỗn hợp
- Tuýp ống điếu chữ l, t, y và bộ tuýp ống điếu
- Đầu nối dài, đẩu chuyển tuýp
- Đầu lắc léo
- Cần vặn tuýp, tay vặn khẩu
- Cờ lê lực, cần xiết lực, cần chỉnh lực
- Đầu tuýp, đầu nối, đầu chuyển cho súng bắn bu lông
- Búa
- Dao kỹ thuật
- Bộ đục, đột
- Thiết bị đo lường
- Dụng cụ đo kiểm ren
- Dưỡng đo kiểm lỗ
- Ring gauge - Vòng chuẩn
- Thước kẹp
- Thước panme
- Đồng hồ so
- Thước đo cao
- Thước đo độ dày
- Thước lá
- Nivo - Thước thủy
- Thước đo sâu
- Dụng cụ đo khe hở
- Thước đo góc
- Đồng hồ đo lỗ
- Chân đế
- Bộ dưỡng đo cung tròn
- Compa lấy dấu
- Thước đo mối hàn
- Thước dán, thước thợ may
- Thước dây cuộn
- Kính lúp
- Ke vuông
- Dụng cụ sét dao X, Y, Z
- Thước lăn đường
- Nhíp đo
- Ê ke mộc
- Dưỡng đo biên dạng
- Dưỡng đo vết nứt
- Dưỡng kiểm tra góc mũi khoan
- Dưỡng đo góc
- Khối V từ
- Calip GO/NO GO dung sai trục
- Block gauge
- Bàn MAP chuẩn
- Thước đo cạnh vát
- Thước đo đường kính
- Bộ dụng cụ đo
- Thiết bị đo độ cứng
- Thước đo sâu khe
- Thước thẳng
- Thiết bị đo độ đảo
- Kính hiển vi
- Thiết bị đo nhiệt độ, độ ẩm
- Dụng cụ đo khác
- Vật tư mài mòn
- Máy đánh bóng cầm tay
- Vật tư đánh bóng khuôn, bavia
- Đá cắt
- Đá mài
- Đĩa cắt gạch đá bê tông
- Lưỡi cưa gỗ, cưa nhôm
- Dụng cụ sửa đá
- Đá mài CBN
- Đá mài kim cương Diamond
- Đá mài cơ khí chính xác
- Đá mài lưỡi cưa
- Đá mài lon, đá mài chén
- Nhám xếp
- Đĩa đánh gỉ, chén đánh gỉ, chổi đánh bavia
- Đĩa đánh bóng
- Đá mài que
- Mũi khoan bê tông
- Mũi khoan sắt đầu gài
- Mũi đục bê tông
- Lưỡi cắt cỏ
- Dụng cụ dùng khí nén
- Dụng cụ cắt gọt
- Mũi taro
- Ren cấy
- Dao phay ren
- Dao phay ngón
- Dao phay thép gió HSS
- Dao phay điện cực đồng, granite
- Dao phay ngón nhôm, đồng, nhựa
- Dao phay thép cứng sau nhiệt ~70HRC
- Dao phay thép trước nhiệt
- Dao Phay Ngón Inox, Inconel
- Dao phay lệch me hiệu suất cao
- Dao phay cầu
- Dao phay cổ dài
- Dao phay phẳng 2~6 me
- Dao phay phẳng, bo góc r, vát c
- Dao phay côn
- Dao phay thô răng cưa
- Dao Phay CBN
- Dao Phay PCD
- Dao Phay Vật Liệu Composite
- Dao Phay Ngón Cho Nha Khoa
- Dao phay siêu nhỏ micro
- Dao phay ngón hàn carbide
- Dao phay gắn mảnh hợp kim
- Mũi khoan
- Mũi khoan có lỗ tưới nguội xuyên tâm
- Mũi khoan thép cứng ~70HRC
- Mũi khoan Inox, Inconel
- Mũi khoan nhôm, đồng, nhựa
- Mũi khoan chuôi trụ HSS
- Mũi khoan chuôi côn HSS
- Mũi khoan hợp kim carbide
- Mũi khoan micro siêu nhỏ
- Mũi khoan đầu bằng Flat drill
- Mũi khoan-doa (Drill-Reamer)
- Mũi khoan sâu
- Mũi khoan lỗ bậc bulong, lỗ bắt vít
- Mũi khoan khác
- Mũi khoan tâm
- Dao Tiện
- Dao Doa Lỗ
- Mũi dao vát mép lỗ
- Chích tâm, Vát cạnh, Phay rãnh V
- Dao phay chữ T
- Dao phay đuôi én (mang cá)
- Dao phay bavia (ba zớ)
- Dao chạy chữ, dao khắc chữ
- Dao bo cung R-Corner Round
- Dao Phay Đĩa
- Lưỡi cưa
- Mũi khoét
- Mũi khoan từ
- Mũi mài hợp kim
- Dao gọt bavia (ba vớ)
- Dũa kim loại
- Gọt bavia cho đường ống
- Điện và thiết bị điện
- Máy và phụ tùng máy
- Vòng bi (bạc đạn)
- Thiết bị công trình
- Vận chuyển nâng đỡ
- Dụng cụ cầm tay dùng pin
- Dụng cụ cầm tay dùng điện
- Máy chà nhám
- Máy cắt tôn
- Máy cưa lọng
- Máy mài góc
- Máy đục bê tông
- Máy bào
- Máy mài 2 đá
- Máy cưa xích
- Máy cưa đĩa
- Máy mài thẳng
- Máy phay gỗ
- Súng bắn keo
- Máy đánh bóng
- Máy vệ sinh công nghiệp
- Máy bắt vít
- Máy đột lỗ kim loại
- Máy khoan cầm tay
- Máy cưa kiếm
- Máy cắt nhôm
- Máy cưa bàn
- Máy cắt sắt
- Máy cắt gạch, đá hoa cương
- Máy thổi hơi nóng
- Đầu khoan
- Máy cưa bàn đa góc
- Máy đánh cạnh
- Các loại máy khác
- Súng vặn bu lông
- Máy bơm nước
- Máy cắt rung đa năng
- Máy thổi khí
- Vật tư ngành gỗ
- Dụng cụ chạy xăng dầu
- Vật tư ngành hàn
- Bảo hộ lao động
- Hàng Thanh Lý
- Hot Deal
- Thương hiệu
- Review
- Tin tức
- Giới thiệu
- Catalogue
- In báo giá
- Hỗ trợ
- Liên hệ
Tối thiểu 2 sản phẩm
Mũi taro với thể được làm bằng thép thông thường nhưng chất liệu thép này cũng tùy thuộc vào từng nước gia công như mũi taro của Nhật, Đài Mortgage, Trung Quốc là khác nhau … Để mũi khoan sử dụng được lâu và ko mất thời kì lúc mũi taro bị gãy giữa chừng tốt nhất nên tốn ít tiền để đầu tư mũi taro chất lượng. Và mũi taro làm bằng Inox cứng cáp nhưng dòn dễ bị gãy giữa chừng.
Phân loại theo kiểu taro trong và taro ngoài
Phân loại mũi taro sử dụng bằng tay hay sử dụng máy:
- Nếu mũi taro sử dụng bằng tay thì 1 bộ thường 2 chiếc (1 chiếc thô và 1 chiếc tinh), một số hãng thì mũi taro với 3 mũi (1 mũi thô, 1 mũi dẫn hướng, mũi còn lại là tinh), quan tâm là phải tậu thêm 1 chiếc tay taro cho loại mũi này.
- Đối với taro sử dụng máy thì với 1 chiếc những dài gấp 3, 4 lần mũi taro bằng tay.
Phân loại mũi taro dựa vào cách gia công
- Mũi taro máy là taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy phay, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phoi lại và đẩy xuống phía dưới. Như vậy thì mũi phay taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Mũi taro tay là mũi taro sử dụng để taro bằng tay nó sử dụng phối hợp với tay quay taro. Mũi taro tay thường là 1 bộ gồm 3 cây, cây thô, cây bán tinh và cây tinh, nhưng do với sự tiến bộ về kỹ thuật vật liệu và thiết kế thông số hình học góc cắt nên ngày nay mũi taro tay chỉ cần 1 cây. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Với nhiều loại mũi taro khác nhau, với thể phân loại theo nhiều cách khác nhau
Phân loại mũi taro dựa vào bước ren:
Dựa vào bước ren người ta phân ra thành mũi taro bước chuẩn và mũi taro bước nhuyễn hay taro ren nhuyễn, chúng được sử sử dụng để gia công ren đường khí, đường nước, thực phẩm…để tránh rò rỉ hoặc cần mối ghép ren chặt….
- Mũi taro bước chuẩn là loại phổ quát ví dụ: M10x1.5, M8x1.25.
- Mũi taro bước nhuyễn là mũi taro với bước nhỏ hơn bước chuẩn ví dụ: M10x1.25, M8x1.
Phân loại mũi taro dựa vào đường ren:
Dựa vào đường ren người ta chia ra thành mũi taro ren phải và mũi taro ren trái. Mũi taro ren phải với đường ren thuận chiều kim đồng hồ là loại phổ quát thường sử dụng, mũi taro ren trái là mũi taro với đường ren trái chiều kim đồng hồ, nó thường được sử dụng trong mối ghép ren chuyển đồng. Ví dụ như ren cánh quạt hay kính của xe máy
Phân loại mũi taro dựa vào vật liệu gia công:
Bởi vì mỗi 1 loại vật liệu gia công sẽ sinh ra 1 loại phoi nhất định, với thể và phoi vụn hoặc phoi dây…và loại vật liệu nó cũng với độ cứng khác nhau. Phổ thông nhất là phân loại như sau: mũi taro thép thường, mũi taro thép cứng (thép đã tôi), mũi taro Inox, mũi taro nhôm + đồng, mũi taro gang. Tốt nhất là tậu đúng mũi taro cho vật liệu cần gia công nếu như gia công loạt vừa và to để đảm bảo tuổi thọ của mũi taro, chất lượng của sản phẩm và năng suất gia công.
Phân loại mũi taro dựa vào tiêu chuẩn ren:
Vì mỗi vùng thậm chí mỗi nước người ta sử dụng 1 loại tiêu chuẩn về ren khác nhau. Thường thì mọi người hay gọi là Mũi taro hệ MET và mũi tar hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MET là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ quát ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau
Phân loại mũi taro dựa vào phôi:
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
- Trang chủ
- SẢN PHẨM
- Dụng cụ cầm tay
- Kìm
- Kéo cắt
- Tuốc nơ vít, tua vít, tô vít
- Tuốc nơ vít dẹp
- Tuốc nơ vít 4 cạnh, Tua vít bake
- Tuốc nơ vít sao, hoa thị, hoa khế
- Tuốc nơ vít đóng, tua vít đóng, tô vít đóng
- Tuốc nơ vít 2 đầu
- Tuốc nơ vít đầu lục giác
- Tua vít đầu tuýp lục giác
- Tuốc nơ vít cách điện
- Tuốc nơ vít chữ T
- Tuốc nơ vít lực
- Bộ tua vít, bộ đầu vít đa năng
- Các loại khác liên quan tới tuốc nơ vít
- Bộ tua vít sửa điện thoại, laptop, mắt kính, đồng hồ
- Mũi bắn vít, mũi bắt vít, đầu bắn vít
- Lục giác
- Cờ lê
- Mỏ lết/ Cờ lê điều chỉnh
- Đầu tuýp, Đầu khẩu, Socket
- Bộ đầu tuýp 1/4" (Bộ đầu khẩu 1/4")
- Đầu tuýp 1/4" (Đầu khẩu 1/4")
- Bộ tuýp 3/8" (Bộ đầu khẩu 3/8")
- Đầu tuýp 3/8" (Đầu khẩu 3/8")
- Đầu tuýp 3/4" (Đầu khẩu 3/4")
- Bộ tuýp 3/4" (Bộ đầu khẩu 3/4")
- Đầu tuýp 1/2" (Đầu khẩu 1/2")
- Bộ đầu tuýp 1/2" (Bộ đầu khẩu 1/2")
- Tuýp lẻ và bộ tuýp 1"
- Đầu tuýp lục giác (Đầu khẩu lục giác)
- Bộ đầu tuýp lục giác (Bộ đầu khẩu lục giác)
- Đầu tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ đầu tuýp (bộ đầu khẩu) tổng hợp
- Bộ đầu tuýp và đầu vặn vít hỗn hợp
- Tuýp ống điếu chữ l, t, y và bộ tuýp ống điếu
- Đầu nối dài, đẩu chuyển tuýp
- Đầu lắc léo
- Cần vặn tuýp, tay vặn khẩu
- Cờ lê lực, cần xiết lực, cần chỉnh lực
- Đầu tuýp, đầu nối, đầu chuyển cho súng bắn bu lông
- Búa
- Dao kỹ thuật
- Bộ đục, đột
- Thiết bị đo lường
- Dụng cụ đo kiểm ren
- Dưỡng đo kiểm lỗ
- Ring gauge - Vòng chuẩn
- Thước kẹp
- Thước panme
- Đồng hồ so
- Thước đo cao
- Thước đo độ dày
- Thước lá
- Nivo - Thước thủy
- Thước đo sâu
- Dụng cụ đo khe hở
- Thước đo góc
- Đồng hồ đo lỗ
- Chân đế
- Bộ dưỡng đo cung tròn
- Compa lấy dấu
- Thước đo mối hàn
- Thước dán, thước thợ may
- Thước dây cuộn
- Kính lúp
- Ke vuông
- Dụng cụ sét dao X, Y, Z
- Thước lăn đường
- Nhíp đo
- Ê ke mộc
- Dưỡng đo biên dạng
- Dưỡng đo vết nứt
- Dưỡng kiểm tra góc mũi khoan
- Dưỡng đo góc
- Khối V từ
- Calip GO/NO GO dung sai trục
- Block gauge
- Bàn MAP chuẩn
- Thước đo cạnh vát
- Thước đo đường kính
- Bộ dụng cụ đo
- Thiết bị đo độ cứng
- Thước đo sâu khe
- Thước thẳng
- Thiết bị đo độ đảo
- Kính hiển vi
- Thiết bị đo nhiệt độ, độ ẩm
- Dụng cụ đo khác
- Vật tư mài mòn
- Máy đánh bóng cầm tay
- Vật tư đánh bóng khuôn, bavia
- Đá cắt
- Đá mài
- Đĩa cắt gạch đá bê tông
- Lưỡi cưa gỗ, cưa nhôm
- Dụng cụ sửa đá
- Đá mài CBN
- Đá mài kim cương Diamond
- Đá mài cơ khí chính xác
- Đá mài lưỡi cưa
- Đá mài lon, đá mài chén
- Nhám xếp
- Đĩa đánh gỉ, chén đánh gỉ, chổi đánh bavia
- Đĩa đánh bóng
- Đá mài que
- Mũi khoan bê tông
- Mũi khoan sắt đầu gài
- Mũi đục bê tông
- Lưỡi cắt cỏ
- Dụng cụ dùng khí nén
- Dụng cụ cắt gọt
- Mũi taro
- Ren cấy
- Dao phay ren
- Dao phay ngón
- Dao phay thép gió HSS
- Dao phay điện cực đồng, granite
- Dao phay ngón nhôm, đồng, nhựa
- Dao phay thép cứng sau nhiệt ~70HRC
- Dao phay thép trước nhiệt
- Dao Phay Ngón Inox, Inconel
- Dao phay lệch me hiệu suất cao
- Dao phay cầu
- Dao phay cổ dài
- Dao phay phẳng 2~6 me
- Dao phay phẳng, bo góc r, vát c
- Dao phay côn
- Dao phay thô răng cưa
- Dao Phay CBN
- Dao Phay PCD
- Dao Phay Vật Liệu Composite
- Dao Phay Ngón Cho Nha Khoa
- Dao phay siêu nhỏ micro
- Dao phay ngón hàn carbide
- Dao phay gắn mảnh hợp kim
- Mũi khoan
- Mũi khoan có lỗ tưới nguội xuyên tâm
- Mũi khoan thép cứng ~70HRC
- Mũi khoan Inox, Inconel
- Mũi khoan nhôm, đồng, nhựa
- Mũi khoan chuôi trụ HSS
- Mũi khoan chuôi côn HSS
- Mũi khoan hợp kim carbide
- Mũi khoan micro siêu nhỏ
- Mũi khoan đầu bằng Flat drill
- Mũi khoan-doa (Drill-Reamer)
- Mũi khoan sâu
- Mũi khoan lỗ bậc bulong, lỗ bắt vít
- Mũi khoan khác
- Mũi khoan tâm
- Dao Tiện
- Dao Doa Lỗ
- Mũi dao vát mép lỗ
- Chích tâm, Vát cạnh, Phay rãnh V
- Dao phay chữ T
- Dao phay đuôi én (mang cá)
- Dao phay bavia (ba zớ)
- Dao chạy chữ, dao khắc chữ
- Dao bo cung R-Corner Round
- Dao Phay Đĩa
- Lưỡi cưa
- Mũi khoét
- Mũi khoan từ
- Mũi mài hợp kim
- Dao gọt bavia (ba vớ)
- Dũa kim loại
- Gọt bavia cho đường ống
- Điện và thiết bị điện
- Máy và phụ tùng máy
- Vòng bi (bạc đạn)
- Thiết bị công trình
- Vận chuyển nâng đỡ
- Dụng cụ cầm tay dùng pin
- Dụng cụ cầm tay dùng điện
- Máy chà nhám
- Máy cắt tôn
- Máy cưa lọng
- Máy mài góc
- Máy đục bê tông
- Máy bào
- Máy mài 2 đá
- Máy cưa xích
- Máy cưa đĩa
- Máy mài thẳng
- Máy phay gỗ
- Súng bắn keo
- Máy đánh bóng
- Máy vệ sinh công nghiệp
- Máy bắt vít
- Máy đột lỗ kim loại
- Máy khoan cầm tay
- Máy cưa kiếm
- Máy cắt nhôm
- Máy cưa bàn
- Máy cắt sắt
- Máy cắt gạch, đá hoa cương
- Máy thổi hơi nóng
- Đầu khoan
- Máy cưa bàn đa góc
- Máy đánh cạnh
- Các loại máy khác
- Súng vặn bu lông
- Máy bơm nước
- Máy cắt rung đa năng
- Máy thổi khí
- Vật tư ngành gỗ
- Dụng cụ chạy xăng dầu
- Vật tư ngành hàn
- Bảo hộ lao động
- Hàng Thanh Lý
- Hot Deal
- Thương hiệu
- Review
- Tin tức
- Giới thiệu
- Catalogue
- In báo giá
- Hỗ trợ
- Liên hệ
Tối thiểu 2 sản phẩm
Phân loại mũi taro sử dụng bằng tay hay sử dụng máy:
- Nếu mũi taro sử dụng bằng tay thì 1 bộ thường 2 chiếc (1 chiếc thô và 1 chiếc tinh), một số hãng thì mũi taro với 3 mũi (1 mũi thô, 1 mũi dẫn hướng, mũi còn lại là tinh), quan tâm là phải tậu thêm 1 chiếc tay taro cho loại mũi này.
- Đối với taro sử dụng máy thì với 1 chiếc những dài gấp 3, 4 lần mũi taro bằng tay.
Phân loại mũi taro dựa vào cách gia công
- Mũi taro máy là taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy phay, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phoi lại và đẩy xuống phía dưới. Như vậy thì mũi phay taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Mũi taro tay là mũi taro sử dụng để taro bằng tay nó sử dụng phối hợp với tay quay taro. Mũi taro tay thường là 1 bộ gồm 3 cây, cây thô, cây bán tinh và cây tinh, nhưng do với sự tiến bộ về kỹ thuật vật liệu và thiết kế thông số hình học góc cắt nên ngày nay mũi taro tay chỉ cần 1 cây. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Với nhiều loại mũi taro khác nhau, với thể phân loại theo nhiều cách khác nhau
Phân loại mũi taro dựa vào bước ren:
Dựa vào bước ren người ta phân ra thành mũi taro bước chuẩn và mũi taro bước nhuyễn hay taro ren nhuyễn, chúng được sử sử dụng để gia công ren đường khí, đường nước, thực phẩm…để tránh rò rỉ hoặc cần mối ghép ren chặt….
- Mũi taro bước chuẩn là loại phổ quát ví dụ: M10x1.5, M8x1.25.
- Mũi taro bước nhuyễn là mũi taro với bước nhỏ hơn bước chuẩn ví dụ: M10x1.25, M8x1.
Phân loại mũi taro dựa vào đường ren:
Dựa vào đường ren người ta chia ra thành mũi taro ren phải và mũi taro ren trái. Mũi taro ren phải với đường ren thuận chiều kim đồng hồ là loại phổ quát thường sử dụng, mũi taro ren trái là mũi taro với đường ren trái chiều kim đồng hồ, nó thường được sử dụng trong mối ghép ren chuyển đồng. Ví dụ như ren cánh quạt hay kính của xe máy
Phân loại mũi taro dựa vào vật liệu gia công:
Bởi vì mỗi 1 loại vật liệu gia công sẽ sinh ra 1 loại phoi nhất định, với thể và phoi vụn hoặc phoi dây…và loại vật liệu nó cũng với độ cứng khác nhau. Phổ thông nhất là phân loại như sau: mũi taro thép thường, mũi taro thép cứng (thép đã tôi), mũi taro Inox, mũi taro nhôm + đồng, mũi taro gang. Tốt nhất là tậu đúng mũi taro cho vật liệu cần gia công nếu như gia công loạt vừa và to để đảm bảo tuổi thọ của mũi taro, chất lượng của sản phẩm và năng suất gia công.
Phân loại mũi taro dựa vào tiêu chuẩn ren:
Vì mỗi vùng thậm chí mỗi nước người ta sử dụng 1 loại tiêu chuẩn về ren khác nhau. Thường thì mọi người hay gọi là Mũi taro hệ MET và mũi tar hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MET là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ quát ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau
Phân loại mũi taro dựa vào phôi:
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
- Trang chủ
- SẢN PHẨM
- Dụng cụ cầm tay
- Kìm
- Kéo cắt
- Tuốc nơ vít, tua vít, tô vít
- Tuốc nơ vít dẹp
- Tuốc nơ vít 4 cạnh, Tua vít bake
- Tuốc nơ vít sao, hoa thị, hoa khế
- Tuốc nơ vít đóng, tua vít đóng, tô vít đóng
- Tuốc nơ vít 2 đầu
- Tuốc nơ vít đầu lục giác
- Tua vít đầu tuýp lục giác
- Tuốc nơ vít cách điện
- Tuốc nơ vít chữ T
- Tuốc nơ vít lực
- Bộ tua vít, bộ đầu vít đa năng
- Các loại khác liên quan tới tuốc nơ vít
- Bộ tua vít sửa điện thoại, laptop, mắt kính, đồng hồ
- Mũi bắn vít, mũi bắt vít, đầu bắn vít
- Lục giác
- Cờ lê
- Mỏ lết/ Cờ lê điều chỉnh
- Đầu tuýp, Đầu khẩu, Socket
- Bộ đầu tuýp 1/4" (Bộ đầu khẩu 1/4")
- Đầu tuýp 1/4" (Đầu khẩu 1/4")
- Bộ tuýp 3/8" (Bộ đầu khẩu 3/8")
- Đầu tuýp 3/8" (Đầu khẩu 3/8")
- Đầu tuýp 3/4" (Đầu khẩu 3/4")
- Bộ tuýp 3/4" (Bộ đầu khẩu 3/4")
- Đầu tuýp 1/2" (Đầu khẩu 1/2")
- Bộ đầu tuýp 1/2" (Bộ đầu khẩu 1/2")
- Tuýp lẻ và bộ tuýp 1"
- Đầu tuýp lục giác (Đầu khẩu lục giác)
- Bộ đầu tuýp lục giác (Bộ đầu khẩu lục giác)
- Đầu tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ đầu tuýp (bộ đầu khẩu) tổng hợp
- Bộ đầu tuýp và đầu vặn vít hỗn hợp
- Tuýp ống điếu chữ l, t, y và bộ tuýp ống điếu
- Đầu nối dài, đẩu chuyển tuýp
- Đầu lắc léo
- Cần vặn tuýp, tay vặn khẩu
- Cờ lê lực, cần xiết lực, cần chỉnh lực
- Đầu tuýp, đầu nối, đầu chuyển cho súng bắn bu lông
- Búa
- Dao kỹ thuật
- Bộ đục, đột
- Thiết bị đo lường
- Dụng cụ đo kiểm ren
- Dưỡng đo kiểm lỗ
- Ring gauge - Vòng chuẩn
- Thước kẹp
- Thước panme
- Đồng hồ so
- Thước đo cao
- Thước đo độ dày
- Thước lá
- Nivo - Thước thủy
- Thước đo sâu
- Dụng cụ đo khe hở
- Thước đo góc
- Đồng hồ đo lỗ
- Chân đế
- Bộ dưỡng đo cung tròn
- Compa lấy dấu
- Thước đo mối hàn
- Thước dán, thước thợ may
- Thước dây cuộn
- Kính lúp
- Ke vuông
- Dụng cụ sét dao X, Y, Z
- Thước lăn đường
- Nhíp đo
- Ê ke mộc
- Dưỡng đo biên dạng
- Dưỡng đo vết nứt
- Dưỡng kiểm tra góc mũi khoan
- Dưỡng đo góc
- Khối V từ
- Calip GO/NO GO dung sai trục
- Block gauge
- Bàn MAP chuẩn
- Thước đo cạnh vát
- Thước đo đường kính
- Bộ dụng cụ đo
- Thiết bị đo độ cứng
- Thước đo sâu khe
- Thước thẳng
- Thiết bị đo độ đảo
- Kính hiển vi
- Thiết bị đo nhiệt độ, độ ẩm
- Dụng cụ đo khác
- Vật tư mài mòn
- Máy đánh bóng cầm tay
- Vật tư đánh bóng khuôn, bavia
- Đá cắt
- Đá mài
- Đĩa cắt gạch đá bê tông
- Lưỡi cưa gỗ, cưa nhôm
- Dụng cụ sửa đá
- Đá mài CBN
- Đá mài kim cương Diamond
- Đá mài cơ khí chính xác
- Đá mài lưỡi cưa
- Đá mài lon, đá mài chén
- Nhám xếp
- Đĩa đánh gỉ, chén đánh gỉ, chổi đánh bavia
- Đĩa đánh bóng
- Đá mài que
- Mũi khoan bê tông
- Mũi khoan sắt đầu gài
- Mũi đục bê tông
- Lưỡi cắt cỏ
- Dụng cụ dùng khí nén
- Dụng cụ cắt gọt
- Mũi taro
- Ren cấy
- Dao phay ren
- Dao phay ngón
- Dao phay thép gió HSS
- Dao phay điện cực đồng, granite
- Dao phay ngón nhôm, đồng, nhựa
- Dao phay thép cứng sau nhiệt ~70HRC
- Dao phay thép trước nhiệt
- Dao Phay Ngón Inox, Inconel
- Dao phay lệch me hiệu suất cao
- Dao phay cầu
- Dao phay cổ dài
- Dao phay phẳng 2~6 me
- Dao phay phẳng, bo góc r, vát c
- Dao phay côn
- Dao phay thô răng cưa
- Dao Phay CBN
- Dao Phay PCD
- Dao Phay Vật Liệu Composite
- Dao Phay Ngón Cho Nha Khoa
- Dao phay siêu nhỏ micro
- Dao phay ngón hàn carbide
- Dao phay gắn mảnh hợp kim
- Mũi khoan
- Mũi khoan có lỗ tưới nguội xuyên tâm
- Mũi khoan thép cứng ~70HRC
- Mũi khoan Inox, Inconel
- Mũi khoan nhôm, đồng, nhựa
- Mũi khoan chuôi trụ HSS
- Mũi khoan chuôi côn HSS
- Mũi khoan hợp kim carbide
- Mũi khoan micro siêu nhỏ
- Mũi khoan đầu bằng Flat drill
- Mũi khoan-doa (Drill-Reamer)
- Mũi khoan sâu
- Mũi khoan lỗ bậc bulong, lỗ bắt vít
- Mũi khoan khác
- Mũi khoan tâm
- Dao Tiện
- Dao Doa Lỗ
- Mũi dao vát mép lỗ
- Chích tâm, Vát cạnh, Phay rãnh V
- Dao phay chữ T
- Dao phay đuôi én (mang cá)
- Dao phay bavia (ba zớ)
- Dao chạy chữ, dao khắc chữ
- Dao bo cung R-Corner Round
- Dao Phay Đĩa
- Lưỡi cưa
- Mũi khoét
- Mũi khoan từ
- Mũi mài hợp kim
- Dao gọt bavia (ba vớ)
- Dũa kim loại
- Gọt bavia cho đường ống
- Điện và thiết bị điện
- Máy và phụ tùng máy
- Vòng bi (bạc đạn)
- Thiết bị công trình
- Vận chuyển nâng đỡ
- Dụng cụ cầm tay dùng pin
- Dụng cụ cầm tay dùng điện
- Máy chà nhám
- Máy cắt tôn
- Máy cưa lọng
- Máy mài góc
- Máy đục bê tông
- Máy bào
- Máy mài 2 đá
- Máy cưa xích
- Máy cưa đĩa
- Máy mài thẳng
- Máy phay gỗ
- Súng bắn keo
- Máy đánh bóng
- Máy vệ sinh công nghiệp
- Máy bắt vít
- Máy đột lỗ kim loại
- Máy khoan cầm tay
- Máy cưa kiếm
- Máy cắt nhôm
- Máy cưa bàn
- Máy cắt sắt
- Máy cắt gạch, đá hoa cương
- Máy thổi hơi nóng
- Đầu khoan
- Máy cưa bàn đa góc
- Máy đánh cạnh
- Các loại máy khác
- Súng vặn bu lông
- Máy bơm nước
- Máy cắt rung đa năng
- Máy thổi khí
- Vật tư ngành gỗ
- Dụng cụ chạy xăng dầu
- Vật tư ngành hàn
- Bảo hộ lao động
- Hàng Thanh Lý
- Hot Deal
- Thương hiệu
- Review
- Tin tức
- Giới thiệu
- Catalogue
- In báo giá
- Hỗ trợ
- Liên hệ
Tối thiểu 2 sản phẩm
- Nếu mũi taro sử dụng bằng tay thì 1 bộ thường 2 chiếc (1 chiếc thô và 1 chiếc tinh), một số hãng thì mũi taro với 3 mũi (1 mũi thô, 1 mũi dẫn hướng, mũi còn lại là tinh), quan tâm là phải tậu thêm 1 chiếc tay taro cho loại mũi này.
- Đối với taro sử dụng máy thì với 1 chiếc những dài gấp 3, 4 lần mũi taro bằng tay.
Phân loại mũi taro dựa vào cách gia công
- Mũi taro máy là taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy phay, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phoi lại và đẩy xuống phía dưới. Như vậy thì mũi phay taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Mũi taro tay là mũi taro sử dụng để taro bằng tay nó sử dụng phối hợp với tay quay taro. Mũi taro tay thường là 1 bộ gồm 3 cây, cây thô, cây bán tinh và cây tinh, nhưng do với sự tiến bộ về kỹ thuật vật liệu và thiết kế thông số hình học góc cắt nên ngày nay mũi taro tay chỉ cần 1 cây. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Với nhiều loại mũi taro khác nhau, với thể phân loại theo nhiều cách khác nhau
Phân loại mũi taro dựa vào bước ren:
Dựa vào bước ren người ta phân ra thành mũi taro bước chuẩn và mũi taro bước nhuyễn hay taro ren nhuyễn, chúng được sử sử dụng để gia công ren đường khí, đường nước, thực phẩm…để tránh rò rỉ hoặc cần mối ghép ren chặt….
- Mũi taro bước chuẩn là loại phổ quát ví dụ: M10x1.5, M8x1.25.
- Mũi taro bước nhuyễn là mũi taro với bước nhỏ hơn bước chuẩn ví dụ: M10x1.25, M8x1.
Phân loại mũi taro dựa vào đường ren:
Dựa vào đường ren người ta chia ra thành mũi taro ren phải và mũi taro ren trái. Mũi taro ren phải với đường ren thuận chiều kim đồng hồ là loại phổ quát thường sử dụng, mũi taro ren trái là mũi taro với đường ren trái chiều kim đồng hồ, nó thường được sử dụng trong mối ghép ren chuyển đồng. Ví dụ như ren cánh quạt hay kính của xe máy
Phân loại mũi taro dựa vào vật liệu gia công:
Bởi vì mỗi 1 loại vật liệu gia công sẽ sinh ra 1 loại phoi nhất định, với thể và phoi vụn hoặc phoi dây…và loại vật liệu nó cũng với độ cứng khác nhau. Phổ thông nhất là phân loại như sau: mũi taro thép thường, mũi taro thép cứng (thép đã tôi), mũi taro Inox, mũi taro nhôm + đồng, mũi taro gang. Tốt nhất là tậu đúng mũi taro cho vật liệu cần gia công nếu như gia công loạt vừa và to để đảm bảo tuổi thọ của mũi taro, chất lượng của sản phẩm và năng suất gia công.
Phân loại mũi taro dựa vào tiêu chuẩn ren:
Vì mỗi vùng thậm chí mỗi nước người ta sử dụng 1 loại tiêu chuẩn về ren khác nhau. Thường thì mọi người hay gọi là Mũi taro hệ MET và mũi tar hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MET là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ quát ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau
Phân loại mũi taro dựa vào phôi:
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
- Trang chủ
- SẢN PHẨM
- Dụng cụ cầm tay
- Kìm
- Kéo cắt
- Tuốc nơ vít, tua vít, tô vít
- Tuốc nơ vít dẹp
- Tuốc nơ vít 4 cạnh, Tua vít bake
- Tuốc nơ vít sao, hoa thị, hoa khế
- Tuốc nơ vít đóng, tua vít đóng, tô vít đóng
- Tuốc nơ vít 2 đầu
- Tuốc nơ vít đầu lục giác
- Tua vít đầu tuýp lục giác
- Tuốc nơ vít cách điện
- Tuốc nơ vít chữ T
- Tuốc nơ vít lực
- Bộ tua vít, bộ đầu vít đa năng
- Các loại khác liên quan tới tuốc nơ vít
- Bộ tua vít sửa điện thoại, laptop, mắt kính, đồng hồ
- Mũi bắn vít, mũi bắt vít, đầu bắn vít
- Lục giác
- Cờ lê
- Mỏ lết/ Cờ lê điều chỉnh
- Đầu tuýp, Đầu khẩu, Socket
- Bộ đầu tuýp 1/4" (Bộ đầu khẩu 1/4")
- Đầu tuýp 1/4" (Đầu khẩu 1/4")
- Bộ tuýp 3/8" (Bộ đầu khẩu 3/8")
- Đầu tuýp 3/8" (Đầu khẩu 3/8")
- Đầu tuýp 3/4" (Đầu khẩu 3/4")
- Bộ tuýp 3/4" (Bộ đầu khẩu 3/4")
- Đầu tuýp 1/2" (Đầu khẩu 1/2")
- Bộ đầu tuýp 1/2" (Bộ đầu khẩu 1/2")
- Tuýp lẻ và bộ tuýp 1"
- Đầu tuýp lục giác (Đầu khẩu lục giác)
- Bộ đầu tuýp lục giác (Bộ đầu khẩu lục giác)
- Đầu tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ đầu tuýp (bộ đầu khẩu) tổng hợp
- Bộ đầu tuýp và đầu vặn vít hỗn hợp
- Tuýp ống điếu chữ l, t, y và bộ tuýp ống điếu
- Đầu nối dài, đẩu chuyển tuýp
- Đầu lắc léo
- Cần vặn tuýp, tay vặn khẩu
- Cờ lê lực, cần xiết lực, cần chỉnh lực
- Đầu tuýp, đầu nối, đầu chuyển cho súng bắn bu lông
- Búa
- Dao kỹ thuật
- Bộ đục, đột
- Thiết bị đo lường
- Dụng cụ đo kiểm ren
- Dưỡng đo kiểm lỗ
- Ring gauge - Vòng chuẩn
- Thước kẹp
- Thước panme
- Đồng hồ so
- Thước đo cao
- Thước đo độ dày
- Thước lá
- Nivo - Thước thủy
- Thước đo sâu
- Dụng cụ đo khe hở
- Thước đo góc
- Đồng hồ đo lỗ
- Chân đế
- Bộ dưỡng đo cung tròn
- Compa lấy dấu
- Thước đo mối hàn
- Thước dán, thước thợ may
- Thước dây cuộn
- Kính lúp
- Ke vuông
- Dụng cụ sét dao X, Y, Z
- Thước lăn đường
- Nhíp đo
- Ê ke mộc
- Dưỡng đo biên dạng
- Dưỡng đo vết nứt
- Dưỡng kiểm tra góc mũi khoan
- Dưỡng đo góc
- Khối V từ
- Calip GO/NO GO dung sai trục
- Block gauge
- Bàn MAP chuẩn
- Thước đo cạnh vát
- Thước đo đường kính
- Bộ dụng cụ đo
- Thiết bị đo độ cứng
- Thước đo sâu khe
- Thước thẳng
- Thiết bị đo độ đảo
- Kính hiển vi
- Thiết bị đo nhiệt độ, độ ẩm
- Dụng cụ đo khác
- Vật tư mài mòn
- Máy đánh bóng cầm tay
- Vật tư đánh bóng khuôn, bavia
- Đá cắt
- Đá mài
- Đĩa cắt gạch đá bê tông
- Lưỡi cưa gỗ, cưa nhôm
- Dụng cụ sửa đá
- Đá mài CBN
- Đá mài kim cương Diamond
- Đá mài cơ khí chính xác
- Đá mài lưỡi cưa
- Đá mài lon, đá mài chén
- Nhám xếp
- Đĩa đánh gỉ, chén đánh gỉ, chổi đánh bavia
- Đĩa đánh bóng
- Đá mài que
- Mũi khoan bê tông
- Mũi khoan sắt đầu gài
- Mũi đục bê tông
- Lưỡi cắt cỏ
- Dụng cụ dùng khí nén
- Dụng cụ cắt gọt
- Mũi taro
- Ren cấy
- Dao phay ren
- Dao phay ngón
- Dao phay thép gió HSS
- Dao phay điện cực đồng, granite
- Dao phay ngón nhôm, đồng, nhựa
- Dao phay thép cứng sau nhiệt ~70HRC
- Dao phay thép trước nhiệt
- Dao Phay Ngón Inox, Inconel
- Dao phay lệch me hiệu suất cao
- Dao phay cầu
- Dao phay cổ dài
- Dao phay phẳng 2~6 me
- Dao phay phẳng, bo góc r, vát c
- Dao phay côn
- Dao phay thô răng cưa
- Dao Phay CBN
- Dao Phay PCD
- Dao Phay Vật Liệu Composite
- Dao Phay Ngón Cho Nha Khoa
- Dao phay siêu nhỏ micro
- Dao phay ngón hàn carbide
- Dao phay gắn mảnh hợp kim
- Mũi khoan
- Mũi khoan có lỗ tưới nguội xuyên tâm
- Mũi khoan thép cứng ~70HRC
- Mũi khoan Inox, Inconel
- Mũi khoan nhôm, đồng, nhựa
- Mũi khoan chuôi trụ HSS
- Mũi khoan chuôi côn HSS
- Mũi khoan hợp kim carbide
- Mũi khoan micro siêu nhỏ
- Mũi khoan đầu bằng Flat drill
- Mũi khoan-doa (Drill-Reamer)
- Mũi khoan sâu
- Mũi khoan lỗ bậc bulong, lỗ bắt vít
- Mũi khoan khác
- Mũi khoan tâm
- Dao Tiện
- Dao Doa Lỗ
- Mũi dao vát mép lỗ
- Chích tâm, Vát cạnh, Phay rãnh V
- Dao phay chữ T
- Dao phay đuôi én (mang cá)
- Dao phay bavia (ba zớ)
- Dao chạy chữ, dao khắc chữ
- Dao bo cung R-Corner Round
- Dao Phay Đĩa
- Lưỡi cưa
- Mũi khoét
- Mũi khoan từ
- Mũi mài hợp kim
- Dao gọt bavia (ba vớ)
- Dũa kim loại
- Gọt bavia cho đường ống
- Điện và thiết bị điện
- Máy và phụ tùng máy
- Vòng bi (bạc đạn)
- Thiết bị công trình
- Vận chuyển nâng đỡ
- Dụng cụ cầm tay dùng pin
- Dụng cụ cầm tay dùng điện
- Máy chà nhám
- Máy cắt tôn
- Máy cưa lọng
- Máy mài góc
- Máy đục bê tông
- Máy bào
- Máy mài 2 đá
- Máy cưa xích
- Máy cưa đĩa
- Máy mài thẳng
- Máy phay gỗ
- Súng bắn keo
- Máy đánh bóng
- Máy vệ sinh công nghiệp
- Máy bắt vít
- Máy đột lỗ kim loại
- Máy khoan cầm tay
- Máy cưa kiếm
- Máy cắt nhôm
- Máy cưa bàn
- Máy cắt sắt
- Máy cắt gạch, đá hoa cương
- Máy thổi hơi nóng
- Đầu khoan
- Máy cưa bàn đa góc
- Máy đánh cạnh
- Các loại máy khác
- Súng vặn bu lông
- Máy bơm nước
- Máy cắt rung đa năng
- Máy thổi khí
- Vật tư ngành gỗ
- Dụng cụ chạy xăng dầu
- Vật tư ngành hàn
- Bảo hộ lao động
- Hàng Thanh Lý
- Hot Deal
- Thương hiệu
- Review
- Tin tức
- Giới thiệu
- Catalogue
- In báo giá
- Hỗ trợ
- Liên hệ
Tối thiểu 2 sản phẩm
- Mũi taro máy là taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy phay, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phoi lại và đẩy xuống phía dưới. Như vậy thì mũi phay taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Mũi taro tay là mũi taro sử dụng để taro bằng tay nó sử dụng phối hợp với tay quay taro. Mũi taro tay thường là 1 bộ gồm 3 cây, cây thô, cây bán tinh và cây tinh, nhưng do với sự tiến bộ về kỹ thuật vật liệu và thiết kế thông số hình học góc cắt nên ngày nay mũi taro tay chỉ cần 1 cây. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Với nhiều loại mũi taro khác nhau, với thể phân loại theo nhiều cách khác nhau
Phân loại mũi taro dựa vào bước ren:
Dựa vào bước ren người ta phân ra thành mũi taro bước chuẩn và mũi taro bước nhuyễn hay taro ren nhuyễn, chúng được sử sử dụng để gia công ren đường khí, đường nước, thực phẩm…để tránh rò rỉ hoặc cần mối ghép ren chặt….
- Mũi taro bước chuẩn là loại phổ quát ví dụ: M10x1.5, M8x1.25.
- Mũi taro bước nhuyễn là mũi taro với bước nhỏ hơn bước chuẩn ví dụ: M10x1.25, M8x1.
Phân loại mũi taro dựa vào đường ren:
Dựa vào đường ren người ta chia ra thành mũi taro ren phải và mũi taro ren trái. Mũi taro ren phải với đường ren thuận chiều kim đồng hồ là loại phổ quát thường sử dụng, mũi taro ren trái là mũi taro với đường ren trái chiều kim đồng hồ, nó thường được sử dụng trong mối ghép ren chuyển đồng. Ví dụ như ren cánh quạt hay kính của xe máy
Phân loại mũi taro dựa vào vật liệu gia công:
Bởi vì mỗi 1 loại vật liệu gia công sẽ sinh ra 1 loại phoi nhất định, với thể và phoi vụn hoặc phoi dây…và loại vật liệu nó cũng với độ cứng khác nhau. Phổ thông nhất là phân loại như sau: mũi taro thép thường, mũi taro thép cứng (thép đã tôi), mũi taro Inox, mũi taro nhôm + đồng, mũi taro gang. Tốt nhất là tậu đúng mũi taro cho vật liệu cần gia công nếu như gia công loạt vừa và to để đảm bảo tuổi thọ của mũi taro, chất lượng của sản phẩm và năng suất gia công.
Phân loại mũi taro dựa vào tiêu chuẩn ren:
Vì mỗi vùng thậm chí mỗi nước người ta sử dụng 1 loại tiêu chuẩn về ren khác nhau. Thường thì mọi người hay gọi là Mũi taro hệ MET và mũi tar hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MET là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ quát ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau
Phân loại mũi taro dựa vào phôi:
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
- Trang chủ
- SẢN PHẨM
- Dụng cụ cầm tay
- Kìm
- Kéo cắt
- Tuốc nơ vít, tua vít, tô vít
- Tuốc nơ vít dẹp
- Tuốc nơ vít 4 cạnh, Tua vít bake
- Tuốc nơ vít sao, hoa thị, hoa khế
- Tuốc nơ vít đóng, tua vít đóng, tô vít đóng
- Tuốc nơ vít 2 đầu
- Tuốc nơ vít đầu lục giác
- Tua vít đầu tuýp lục giác
- Tuốc nơ vít cách điện
- Tuốc nơ vít chữ T
- Tuốc nơ vít lực
- Bộ tua vít, bộ đầu vít đa năng
- Các loại khác liên quan tới tuốc nơ vít
- Bộ tua vít sửa điện thoại, laptop, mắt kính, đồng hồ
- Mũi bắn vít, mũi bắt vít, đầu bắn vít
- Lục giác
- Cờ lê
- Mỏ lết/ Cờ lê điều chỉnh
- Đầu tuýp, Đầu khẩu, Socket
- Bộ đầu tuýp 1/4" (Bộ đầu khẩu 1/4")
- Đầu tuýp 1/4" (Đầu khẩu 1/4")
- Bộ tuýp 3/8" (Bộ đầu khẩu 3/8")
- Đầu tuýp 3/8" (Đầu khẩu 3/8")
- Đầu tuýp 3/4" (Đầu khẩu 3/4")
- Bộ tuýp 3/4" (Bộ đầu khẩu 3/4")
- Đầu tuýp 1/2" (Đầu khẩu 1/2")
- Bộ đầu tuýp 1/2" (Bộ đầu khẩu 1/2")
- Tuýp lẻ và bộ tuýp 1"
- Đầu tuýp lục giác (Đầu khẩu lục giác)
- Bộ đầu tuýp lục giác (Bộ đầu khẩu lục giác)
- Đầu tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ đầu tuýp (bộ đầu khẩu) tổng hợp
- Bộ đầu tuýp và đầu vặn vít hỗn hợp
- Tuýp ống điếu chữ l, t, y và bộ tuýp ống điếu
- Đầu nối dài, đẩu chuyển tuýp
- Đầu lắc léo
- Cần vặn tuýp, tay vặn khẩu
- Cờ lê lực, cần xiết lực, cần chỉnh lực
- Đầu tuýp, đầu nối, đầu chuyển cho súng bắn bu lông
- Búa
- Dao kỹ thuật
- Bộ đục, đột
- Thiết bị đo lường
- Dụng cụ đo kiểm ren
- Dưỡng đo kiểm lỗ
- Ring gauge - Vòng chuẩn
- Thước kẹp
- Thước panme
- Đồng hồ so
- Thước đo cao
- Thước đo độ dày
- Thước lá
- Nivo - Thước thủy
- Thước đo sâu
- Dụng cụ đo khe hở
- Thước đo góc
- Đồng hồ đo lỗ
- Chân đế
- Bộ dưỡng đo cung tròn
- Compa lấy dấu
- Thước đo mối hàn
- Thước dán, thước thợ may
- Thước dây cuộn
- Kính lúp
- Ke vuông
- Dụng cụ sét dao X, Y, Z
- Thước lăn đường
- Nhíp đo
- Ê ke mộc
- Dưỡng đo biên dạng
- Dưỡng đo vết nứt
- Dưỡng kiểm tra góc mũi khoan
- Dưỡng đo góc
- Khối V từ
- Calip GO/NO GO dung sai trục
- Block gauge
- Bàn MAP chuẩn
- Thước đo cạnh vát
- Thước đo đường kính
- Bộ dụng cụ đo
- Thiết bị đo độ cứng
- Thước đo sâu khe
- Thước thẳng
- Thiết bị đo độ đảo
- Kính hiển vi
- Thiết bị đo nhiệt độ, độ ẩm
- Dụng cụ đo khác
- Vật tư mài mòn
- Máy đánh bóng cầm tay
- Vật tư đánh bóng khuôn, bavia
- Đá cắt
- Đá mài
- Đĩa cắt gạch đá bê tông
- Lưỡi cưa gỗ, cưa nhôm
- Dụng cụ sửa đá
- Đá mài CBN
- Đá mài kim cương Diamond
- Đá mài cơ khí chính xác
- Đá mài lưỡi cưa
- Đá mài lon, đá mài chén
- Nhám xếp
- Đĩa đánh gỉ, chén đánh gỉ, chổi đánh bavia
- Đĩa đánh bóng
- Đá mài que
- Mũi khoan bê tông
- Mũi khoan sắt đầu gài
- Mũi đục bê tông
- Lưỡi cắt cỏ
- Dụng cụ dùng khí nén
- Dụng cụ cắt gọt
- Mũi taro
- Ren cấy
- Dao phay ren
- Dao phay ngón
- Dao phay thép gió HSS
- Dao phay điện cực đồng, granite
- Dao phay ngón nhôm, đồng, nhựa
- Dao phay thép cứng sau nhiệt ~70HRC
- Dao phay thép trước nhiệt
- Dao Phay Ngón Inox, Inconel
- Dao phay lệch me hiệu suất cao
- Dao phay cầu
- Dao phay cổ dài
- Dao phay phẳng 2~6 me
- Dao phay phẳng, bo góc r, vát c
- Dao phay côn
- Dao phay thô răng cưa
- Dao Phay CBN
- Dao Phay PCD
- Dao Phay Vật Liệu Composite
- Dao Phay Ngón Cho Nha Khoa
- Dao phay siêu nhỏ micro
- Dao phay ngón hàn carbide
- Dao phay gắn mảnh hợp kim
- Mũi khoan
- Mũi khoan có lỗ tưới nguội xuyên tâm
- Mũi khoan thép cứng ~70HRC
- Mũi khoan Inox, Inconel
- Mũi khoan nhôm, đồng, nhựa
- Mũi khoan chuôi trụ HSS
- Mũi khoan chuôi côn HSS
- Mũi khoan hợp kim carbide
- Mũi khoan micro siêu nhỏ
- Mũi khoan đầu bằng Flat drill
- Mũi khoan-doa (Drill-Reamer)
- Mũi khoan sâu
- Mũi khoan lỗ bậc bulong, lỗ bắt vít
- Mũi khoan khác
- Mũi khoan tâm
- Dao Tiện
- Dao Doa Lỗ
- Mũi dao vát mép lỗ
- Chích tâm, Vát cạnh, Phay rãnh V
- Dao phay chữ T
- Dao phay đuôi én (mang cá)
- Dao phay bavia (ba zớ)
- Dao chạy chữ, dao khắc chữ
- Dao bo cung R-Corner Round
- Dao Phay Đĩa
- Lưỡi cưa
- Mũi khoét
- Mũi khoan từ
- Mũi mài hợp kim
- Dao gọt bavia (ba vớ)
- Dũa kim loại
- Gọt bavia cho đường ống
- Điện và thiết bị điện
- Máy và phụ tùng máy
- Vòng bi (bạc đạn)
- Thiết bị công trình
- Vận chuyển nâng đỡ
- Dụng cụ cầm tay dùng pin
- Dụng cụ cầm tay dùng điện
- Máy chà nhám
- Máy cắt tôn
- Máy cưa lọng
- Máy mài góc
- Máy đục bê tông
- Máy bào
- Máy mài 2 đá
- Máy cưa xích
- Máy cưa đĩa
- Máy mài thẳng
- Máy phay gỗ
- Súng bắn keo
- Máy đánh bóng
- Máy vệ sinh công nghiệp
- Máy bắt vít
- Máy đột lỗ kim loại
- Máy khoan cầm tay
- Máy cưa kiếm
- Máy cắt nhôm
- Máy cưa bàn
- Máy cắt sắt
- Máy cắt gạch, đá hoa cương
- Máy thổi hơi nóng
- Đầu khoan
- Máy cưa bàn đa góc
- Máy đánh cạnh
- Các loại máy khác
- Súng vặn bu lông
- Máy bơm nước
- Máy cắt rung đa năng
- Máy thổi khí
- Vật tư ngành gỗ
- Dụng cụ chạy xăng dầu
- Vật tư ngành hàn
- Bảo hộ lao động
- Hàng Thanh Lý
- Hot Deal
- Thương hiệu
- Review
- Tin tức
- Giới thiệu
- Catalogue
- In báo giá
- Hỗ trợ
- Liên hệ
Tối thiểu 2 sản phẩm
Dựa vào bước ren người ta phân ra thành mũi taro bước chuẩn và mũi taro bước nhuyễn hay taro ren nhuyễn, chúng được sử sử dụng để gia công ren đường khí, đường nước, thực phẩm…để tránh rò rỉ hoặc cần mối ghép ren chặt….
- Mũi taro bước chuẩn là loại phổ quát ví dụ: M10x1.5, M8x1.25.
- Mũi taro bước nhuyễn là mũi taro với bước nhỏ hơn bước chuẩn ví dụ: M10x1.25, M8x1.
Phân loại mũi taro dựa vào đường ren:
Dựa vào đường ren người ta chia ra thành mũi taro ren phải và mũi taro ren trái. Mũi taro ren phải với đường ren thuận chiều kim đồng hồ là loại phổ quát thường sử dụng, mũi taro ren trái là mũi taro với đường ren trái chiều kim đồng hồ, nó thường được sử dụng trong mối ghép ren chuyển đồng. Ví dụ như ren cánh quạt hay kính của xe máy
Phân loại mũi taro dựa vào vật liệu gia công:
Bởi vì mỗi 1 loại vật liệu gia công sẽ sinh ra 1 loại phoi nhất định, với thể và phoi vụn hoặc phoi dây…và loại vật liệu nó cũng với độ cứng khác nhau. Phổ thông nhất là phân loại như sau: mũi taro thép thường, mũi taro thép cứng (thép đã tôi), mũi taro Inox, mũi taro nhôm + đồng, mũi taro gang. Tốt nhất là tậu đúng mũi taro cho vật liệu cần gia công nếu như gia công loạt vừa và to để đảm bảo tuổi thọ của mũi taro, chất lượng của sản phẩm và năng suất gia công.
Phân loại mũi taro dựa vào tiêu chuẩn ren:
Vì mỗi vùng thậm chí mỗi nước người ta sử dụng 1 loại tiêu chuẩn về ren khác nhau. Thường thì mọi người hay gọi là Mũi taro hệ MET và mũi tar hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MET là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ quát ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau
Phân loại mũi taro dựa vào phôi:
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
- Trang chủ
- SẢN PHẨM
- Dụng cụ cầm tay
- Kìm
- Kéo cắt
- Tuốc nơ vít, tua vít, tô vít
- Tuốc nơ vít dẹp
- Tuốc nơ vít 4 cạnh, Tua vít bake
- Tuốc nơ vít sao, hoa thị, hoa khế
- Tuốc nơ vít đóng, tua vít đóng, tô vít đóng
- Tuốc nơ vít 2 đầu
- Tuốc nơ vít đầu lục giác
- Tua vít đầu tuýp lục giác
- Tuốc nơ vít cách điện
- Tuốc nơ vít chữ T
- Tuốc nơ vít lực
- Bộ tua vít, bộ đầu vít đa năng
- Các loại khác liên quan tới tuốc nơ vít
- Bộ tua vít sửa điện thoại, laptop, mắt kính, đồng hồ
- Mũi bắn vít, mũi bắt vít, đầu bắn vít
- Lục giác
- Cờ lê
- Mỏ lết/ Cờ lê điều chỉnh
- Đầu tuýp, Đầu khẩu, Socket
- Bộ đầu tuýp 1/4" (Bộ đầu khẩu 1/4")
- Đầu tuýp 1/4" (Đầu khẩu 1/4")
- Bộ tuýp 3/8" (Bộ đầu khẩu 3/8")
- Đầu tuýp 3/8" (Đầu khẩu 3/8")
- Đầu tuýp 3/4" (Đầu khẩu 3/4")
- Bộ tuýp 3/4" (Bộ đầu khẩu 3/4")
- Đầu tuýp 1/2" (Đầu khẩu 1/2")
- Bộ đầu tuýp 1/2" (Bộ đầu khẩu 1/2")
- Tuýp lẻ và bộ tuýp 1"
- Đầu tuýp lục giác (Đầu khẩu lục giác)
- Bộ đầu tuýp lục giác (Bộ đầu khẩu lục giác)
- Đầu tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ đầu tuýp (bộ đầu khẩu) tổng hợp
- Bộ đầu tuýp và đầu vặn vít hỗn hợp
- Tuýp ống điếu chữ l, t, y và bộ tuýp ống điếu
- Đầu nối dài, đẩu chuyển tuýp
- Đầu lắc léo
- Cần vặn tuýp, tay vặn khẩu
- Cờ lê lực, cần xiết lực, cần chỉnh lực
- Đầu tuýp, đầu nối, đầu chuyển cho súng bắn bu lông
- Búa
- Dao kỹ thuật
- Bộ đục, đột
- Thiết bị đo lường
- Dụng cụ đo kiểm ren
- Dưỡng đo kiểm lỗ
- Ring gauge - Vòng chuẩn
- Thước kẹp
- Thước panme
- Đồng hồ so
- Thước đo cao
- Thước đo độ dày
- Thước lá
- Nivo - Thước thủy
- Thước đo sâu
- Dụng cụ đo khe hở
- Thước đo góc
- Đồng hồ đo lỗ
- Chân đế
- Bộ dưỡng đo cung tròn
- Compa lấy dấu
- Thước đo mối hàn
- Thước dán, thước thợ may
- Thước dây cuộn
- Kính lúp
- Ke vuông
- Dụng cụ sét dao X, Y, Z
- Thước lăn đường
- Nhíp đo
- Ê ke mộc
- Dưỡng đo biên dạng
- Dưỡng đo vết nứt
- Dưỡng kiểm tra góc mũi khoan
- Dưỡng đo góc
- Khối V từ
- Calip GO/NO GO dung sai trục
- Block gauge
- Bàn MAP chuẩn
- Thước đo cạnh vát
- Thước đo đường kính
- Bộ dụng cụ đo
- Thiết bị đo độ cứng
- Thước đo sâu khe
- Thước thẳng
- Thiết bị đo độ đảo
- Kính hiển vi
- Thiết bị đo nhiệt độ, độ ẩm
- Dụng cụ đo khác
- Vật tư mài mòn
- Máy đánh bóng cầm tay
- Vật tư đánh bóng khuôn, bavia
- Đá cắt
- Đá mài
- Đĩa cắt gạch đá bê tông
- Lưỡi cưa gỗ, cưa nhôm
- Dụng cụ sửa đá
- Đá mài CBN
- Đá mài kim cương Diamond
- Đá mài cơ khí chính xác
- Đá mài lưỡi cưa
- Đá mài lon, đá mài chén
- Nhám xếp
- Đĩa đánh gỉ, chén đánh gỉ, chổi đánh bavia
- Đĩa đánh bóng
- Đá mài que
- Mũi khoan bê tông
- Mũi khoan sắt đầu gài
- Mũi đục bê tông
- Lưỡi cắt cỏ
- Dụng cụ dùng khí nén
- Dụng cụ cắt gọt
- Mũi taro
- Ren cấy
- Dao phay ren
- Dao phay ngón
- Dao phay thép gió HSS
- Dao phay điện cực đồng, granite
- Dao phay ngón nhôm, đồng, nhựa
- Dao phay thép cứng sau nhiệt ~70HRC
- Dao phay thép trước nhiệt
- Dao Phay Ngón Inox, Inconel
- Dao phay lệch me hiệu suất cao
- Dao phay cầu
- Dao phay cổ dài
- Dao phay phẳng 2~6 me
- Dao phay phẳng, bo góc r, vát c
- Dao phay côn
- Dao phay thô răng cưa
- Dao Phay CBN
- Dao Phay PCD
- Dao Phay Vật Liệu Composite
- Dao Phay Ngón Cho Nha Khoa
- Dao phay siêu nhỏ micro
- Dao phay ngón hàn carbide
- Dao phay gắn mảnh hợp kim
- Mũi khoan
- Mũi khoan có lỗ tưới nguội xuyên tâm
- Mũi khoan thép cứng ~70HRC
- Mũi khoan Inox, Inconel
- Mũi khoan nhôm, đồng, nhựa
- Mũi khoan chuôi trụ HSS
- Mũi khoan chuôi côn HSS
- Mũi khoan hợp kim carbide
- Mũi khoan micro siêu nhỏ
- Mũi khoan đầu bằng Flat drill
- Mũi khoan-doa (Drill-Reamer)
- Mũi khoan sâu
- Mũi khoan lỗ bậc bulong, lỗ bắt vít
- Mũi khoan khác
- Mũi khoan tâm
- Dao Tiện
- Dao Doa Lỗ
- Mũi dao vát mép lỗ
- Chích tâm, Vát cạnh, Phay rãnh V
- Dao phay chữ T
- Dao phay đuôi én (mang cá)
- Dao phay bavia (ba zớ)
- Dao chạy chữ, dao khắc chữ
- Dao bo cung R-Corner Round
- Dao Phay Đĩa
- Lưỡi cưa
- Mũi khoét
- Mũi khoan từ
- Mũi mài hợp kim
- Dao gọt bavia (ba vớ)
- Dũa kim loại
- Gọt bavia cho đường ống
- Điện và thiết bị điện
- Máy và phụ tùng máy
- Vòng bi (bạc đạn)
- Thiết bị công trình
- Vận chuyển nâng đỡ
- Dụng cụ cầm tay dùng pin
- Dụng cụ cầm tay dùng điện
- Máy chà nhám
- Máy cắt tôn
- Máy cưa lọng
- Máy mài góc
- Máy đục bê tông
- Máy bào
- Máy mài 2 đá
- Máy cưa xích
- Máy cưa đĩa
- Máy mài thẳng
- Máy phay gỗ
- Súng bắn keo
- Máy đánh bóng
- Máy vệ sinh công nghiệp
- Máy bắt vít
- Máy đột lỗ kim loại
- Máy khoan cầm tay
- Máy cưa kiếm
- Máy cắt nhôm
- Máy cưa bàn
- Máy cắt sắt
- Máy cắt gạch, đá hoa cương
- Máy thổi hơi nóng
- Đầu khoan
- Máy cưa bàn đa góc
- Máy đánh cạnh
- Các loại máy khác
- Súng vặn bu lông
- Máy bơm nước
- Máy cắt rung đa năng
- Máy thổi khí
- Vật tư ngành gỗ
- Dụng cụ chạy xăng dầu
- Vật tư ngành hàn
- Bảo hộ lao động
- Hàng Thanh Lý
- Hot Deal
- Thương hiệu
- Review
- Tin tức
- Giới thiệu
- Catalogue
- In báo giá
- Hỗ trợ
- Liên hệ
Tối thiểu 2 sản phẩm
Dựa vào đường ren người ta chia ra thành mũi taro ren phải và mũi taro ren trái. Mũi taro ren phải với đường ren thuận chiều kim đồng hồ là loại phổ quát thường sử dụng, mũi taro ren trái là mũi taro với đường ren trái chiều kim đồng hồ, nó thường được sử dụng trong mối ghép ren chuyển đồng. Ví dụ như ren cánh quạt hay kính của xe máy
Phân loại mũi taro dựa vào vật liệu gia công:
Bởi vì mỗi 1 loại vật liệu gia công sẽ sinh ra 1 loại phoi nhất định, với thể và phoi vụn hoặc phoi dây…và loại vật liệu nó cũng với độ cứng khác nhau. Phổ thông nhất là phân loại như sau: mũi taro thép thường, mũi taro thép cứng (thép đã tôi), mũi taro Inox, mũi taro nhôm + đồng, mũi taro gang. Tốt nhất là tậu đúng mũi taro cho vật liệu cần gia công nếu như gia công loạt vừa và to để đảm bảo tuổi thọ của mũi taro, chất lượng của sản phẩm và năng suất gia công.
Phân loại mũi taro dựa vào tiêu chuẩn ren:
Vì mỗi vùng thậm chí mỗi nước người ta sử dụng 1 loại tiêu chuẩn về ren khác nhau. Thường thì mọi người hay gọi là Mũi taro hệ MET và mũi tar hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MET là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ quát ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau
Phân loại mũi taro dựa vào phôi:
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
- Trang chủ
- SẢN PHẨM
- Dụng cụ cầm tay
- Kìm
- Kéo cắt
- Tuốc nơ vít, tua vít, tô vít
- Tuốc nơ vít dẹp
- Tuốc nơ vít 4 cạnh, Tua vít bake
- Tuốc nơ vít sao, hoa thị, hoa khế
- Tuốc nơ vít đóng, tua vít đóng, tô vít đóng
- Tuốc nơ vít 2 đầu
- Tuốc nơ vít đầu lục giác
- Tua vít đầu tuýp lục giác
- Tuốc nơ vít cách điện
- Tuốc nơ vít chữ T
- Tuốc nơ vít lực
- Bộ tua vít, bộ đầu vít đa năng
- Các loại khác liên quan tới tuốc nơ vít
- Bộ tua vít sửa điện thoại, laptop, mắt kính, đồng hồ
- Mũi bắn vít, mũi bắt vít, đầu bắn vít
- Lục giác
- Cờ lê
- Mỏ lết/ Cờ lê điều chỉnh
- Đầu tuýp, Đầu khẩu, Socket
- Bộ đầu tuýp 1/4" (Bộ đầu khẩu 1/4")
- Đầu tuýp 1/4" (Đầu khẩu 1/4")
- Bộ tuýp 3/8" (Bộ đầu khẩu 3/8")
- Đầu tuýp 3/8" (Đầu khẩu 3/8")
- Đầu tuýp 3/4" (Đầu khẩu 3/4")
- Bộ tuýp 3/4" (Bộ đầu khẩu 3/4")
- Đầu tuýp 1/2" (Đầu khẩu 1/2")
- Bộ đầu tuýp 1/2" (Bộ đầu khẩu 1/2")
- Tuýp lẻ và bộ tuýp 1"
- Đầu tuýp lục giác (Đầu khẩu lục giác)
- Bộ đầu tuýp lục giác (Bộ đầu khẩu lục giác)
- Đầu tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ đầu tuýp (bộ đầu khẩu) tổng hợp
- Bộ đầu tuýp và đầu vặn vít hỗn hợp
- Tuýp ống điếu chữ l, t, y và bộ tuýp ống điếu
- Đầu nối dài, đẩu chuyển tuýp
- Đầu lắc léo
- Cần vặn tuýp, tay vặn khẩu
- Cờ lê lực, cần xiết lực, cần chỉnh lực
- Đầu tuýp, đầu nối, đầu chuyển cho súng bắn bu lông
- Búa
- Dao kỹ thuật
- Bộ đục, đột
- Thiết bị đo lường
- Dụng cụ đo kiểm ren
- Dưỡng đo kiểm lỗ
- Ring gauge - Vòng chuẩn
- Thước kẹp
- Thước panme
- Đồng hồ so
- Thước đo cao
- Thước đo độ dày
- Thước lá
- Nivo - Thước thủy
- Thước đo sâu
- Dụng cụ đo khe hở
- Thước đo góc
- Đồng hồ đo lỗ
- Chân đế
- Bộ dưỡng đo cung tròn
- Compa lấy dấu
- Thước đo mối hàn
- Thước dán, thước thợ may
- Thước dây cuộn
- Kính lúp
- Ke vuông
- Dụng cụ sét dao X, Y, Z
- Thước lăn đường
- Nhíp đo
- Ê ke mộc
- Dưỡng đo biên dạng
- Dưỡng đo vết nứt
- Dưỡng kiểm tra góc mũi khoan
- Dưỡng đo góc
- Khối V từ
- Calip GO/NO GO dung sai trục
- Block gauge
- Bàn MAP chuẩn
- Thước đo cạnh vát
- Thước đo đường kính
- Bộ dụng cụ đo
- Thiết bị đo độ cứng
- Thước đo sâu khe
- Thước thẳng
- Thiết bị đo độ đảo
- Kính hiển vi
- Thiết bị đo nhiệt độ, độ ẩm
- Dụng cụ đo khác
- Vật tư mài mòn
- Máy đánh bóng cầm tay
- Vật tư đánh bóng khuôn, bavia
- Đá cắt
- Đá mài
- Đĩa cắt gạch đá bê tông
- Lưỡi cưa gỗ, cưa nhôm
- Dụng cụ sửa đá
- Đá mài CBN
- Đá mài kim cương Diamond
- Đá mài cơ khí chính xác
- Đá mài lưỡi cưa
- Đá mài lon, đá mài chén
- Nhám xếp
- Đĩa đánh gỉ, chén đánh gỉ, chổi đánh bavia
- Đĩa đánh bóng
- Đá mài que
- Mũi khoan bê tông
- Mũi khoan sắt đầu gài
- Mũi đục bê tông
- Lưỡi cắt cỏ
- Dụng cụ dùng khí nén
- Dụng cụ cắt gọt
- Mũi taro
- Ren cấy
- Dao phay ren
- Dao phay ngón
- Dao phay thép gió HSS
- Dao phay điện cực đồng, granite
- Dao phay ngón nhôm, đồng, nhựa
- Dao phay thép cứng sau nhiệt ~70HRC
- Dao phay thép trước nhiệt
- Dao Phay Ngón Inox, Inconel
- Dao phay lệch me hiệu suất cao
- Dao phay cầu
- Dao phay cổ dài
- Dao phay phẳng 2~6 me
- Dao phay phẳng, bo góc r, vát c
- Dao phay côn
- Dao phay thô răng cưa
- Dao Phay CBN
- Dao Phay PCD
- Dao Phay Vật Liệu Composite
- Dao Phay Ngón Cho Nha Khoa
- Dao phay siêu nhỏ micro
- Dao phay ngón hàn carbide
- Dao phay gắn mảnh hợp kim
- Mũi khoan
- Mũi khoan có lỗ tưới nguội xuyên tâm
- Mũi khoan thép cứng ~70HRC
- Mũi khoan Inox, Inconel
- Mũi khoan nhôm, đồng, nhựa
- Mũi khoan chuôi trụ HSS
- Mũi khoan chuôi côn HSS
- Mũi khoan hợp kim carbide
- Mũi khoan micro siêu nhỏ
- Mũi khoan đầu bằng Flat drill
- Mũi khoan-doa (Drill-Reamer)
- Mũi khoan sâu
- Mũi khoan lỗ bậc bulong, lỗ bắt vít
- Mũi khoan khác
- Mũi khoan tâm
- Dao Tiện
- Dao Doa Lỗ
- Mũi dao vát mép lỗ
- Chích tâm, Vát cạnh, Phay rãnh V
- Dao phay chữ T
- Dao phay đuôi én (mang cá)
- Dao phay bavia (ba zớ)
- Dao chạy chữ, dao khắc chữ
- Dao bo cung R-Corner Round
- Dao Phay Đĩa
- Lưỡi cưa
- Mũi khoét
- Mũi khoan từ
- Mũi mài hợp kim
- Dao gọt bavia (ba vớ)
- Dũa kim loại
- Gọt bavia cho đường ống
- Điện và thiết bị điện
- Máy và phụ tùng máy
- Vòng bi (bạc đạn)
- Thiết bị công trình
- Vận chuyển nâng đỡ
- Dụng cụ cầm tay dùng pin
- Dụng cụ cầm tay dùng điện
- Máy chà nhám
- Máy cắt tôn
- Máy cưa lọng
- Máy mài góc
- Máy đục bê tông
- Máy bào
- Máy mài 2 đá
- Máy cưa xích
- Máy cưa đĩa
- Máy mài thẳng
- Máy phay gỗ
- Súng bắn keo
- Máy đánh bóng
- Máy vệ sinh công nghiệp
- Máy bắt vít
- Máy đột lỗ kim loại
- Máy khoan cầm tay
- Máy cưa kiếm
- Máy cắt nhôm
- Máy cưa bàn
- Máy cắt sắt
- Máy cắt gạch, đá hoa cương
- Máy thổi hơi nóng
- Đầu khoan
- Máy cưa bàn đa góc
- Máy đánh cạnh
- Các loại máy khác
- Súng vặn bu lông
- Máy bơm nước
- Máy cắt rung đa năng
- Máy thổi khí
- Vật tư ngành gỗ
- Dụng cụ chạy xăng dầu
- Vật tư ngành hàn
- Bảo hộ lao động
- Hàng Thanh Lý
- Hot Deal
- Thương hiệu
- Review
- Tin tức
- Giới thiệu
- Catalogue
- In báo giá
- Hỗ trợ
- Liên hệ
Tối thiểu 2 sản phẩm
Bởi vì mỗi 1 loại vật liệu gia công sẽ sinh ra 1 loại phoi nhất định, với thể và phoi vụn hoặc phoi dây…và loại vật liệu nó cũng với độ cứng khác nhau. Phổ thông nhất là phân loại như sau: mũi taro thép thường, mũi taro thép cứng (thép đã tôi), mũi taro Inox, mũi taro nhôm + đồng, mũi taro gang. Tốt nhất là tậu đúng mũi taro cho vật liệu cần gia công nếu như gia công loạt vừa và to để đảm bảo tuổi thọ của mũi taro, chất lượng của sản phẩm và năng suất gia công.
Phân loại mũi taro dựa vào tiêu chuẩn ren:
Vì mỗi vùng thậm chí mỗi nước người ta sử dụng 1 loại tiêu chuẩn về ren khác nhau. Thường thì mọi người hay gọi là Mũi taro hệ MET và mũi tar hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MET là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ quát ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau
Phân loại mũi taro dựa vào phôi:
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
- Trang chủ
- SẢN PHẨM
- Dụng cụ cầm tay
- Kìm
- Kéo cắt
- Tuốc nơ vít, tua vít, tô vít
- Tuốc nơ vít dẹp
- Tuốc nơ vít 4 cạnh, Tua vít bake
- Tuốc nơ vít sao, hoa thị, hoa khế
- Tuốc nơ vít đóng, tua vít đóng, tô vít đóng
- Tuốc nơ vít 2 đầu
- Tuốc nơ vít đầu lục giác
- Tua vít đầu tuýp lục giác
- Tuốc nơ vít cách điện
- Tuốc nơ vít chữ T
- Tuốc nơ vít lực
- Bộ tua vít, bộ đầu vít đa năng
- Các loại khác liên quan tới tuốc nơ vít
- Bộ tua vít sửa điện thoại, laptop, mắt kính, đồng hồ
- Mũi bắn vít, mũi bắt vít, đầu bắn vít
- Lục giác
- Cờ lê
- Mỏ lết/ Cờ lê điều chỉnh
- Đầu tuýp, Đầu khẩu, Socket
- Bộ đầu tuýp 1/4" (Bộ đầu khẩu 1/4")
- Đầu tuýp 1/4" (Đầu khẩu 1/4")
- Bộ tuýp 3/8" (Bộ đầu khẩu 3/8")
- Đầu tuýp 3/8" (Đầu khẩu 3/8")
- Đầu tuýp 3/4" (Đầu khẩu 3/4")
- Bộ tuýp 3/4" (Bộ đầu khẩu 3/4")
- Đầu tuýp 1/2" (Đầu khẩu 1/2")
- Bộ đầu tuýp 1/2" (Bộ đầu khẩu 1/2")
- Tuýp lẻ và bộ tuýp 1"
- Đầu tuýp lục giác (Đầu khẩu lục giác)
- Bộ đầu tuýp lục giác (Bộ đầu khẩu lục giác)
- Đầu tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ đầu tuýp (bộ đầu khẩu) tổng hợp
- Bộ đầu tuýp và đầu vặn vít hỗn hợp
- Tuýp ống điếu chữ l, t, y và bộ tuýp ống điếu
- Đầu nối dài, đẩu chuyển tuýp
- Đầu lắc léo
- Cần vặn tuýp, tay vặn khẩu
- Cờ lê lực, cần xiết lực, cần chỉnh lực
- Đầu tuýp, đầu nối, đầu chuyển cho súng bắn bu lông
- Búa
- Dao kỹ thuật
- Bộ đục, đột
- Thiết bị đo lường
- Dụng cụ đo kiểm ren
- Dưỡng đo kiểm lỗ
- Ring gauge - Vòng chuẩn
- Thước kẹp
- Thước panme
- Đồng hồ so
- Thước đo cao
- Thước đo độ dày
- Thước lá
- Nivo - Thước thủy
- Thước đo sâu
- Dụng cụ đo khe hở
- Thước đo góc
- Đồng hồ đo lỗ
- Chân đế
- Bộ dưỡng đo cung tròn
- Compa lấy dấu
- Thước đo mối hàn
- Thước dán, thước thợ may
- Thước dây cuộn
- Kính lúp
- Ke vuông
- Dụng cụ sét dao X, Y, Z
- Thước lăn đường
- Nhíp đo
- Ê ke mộc
- Dưỡng đo biên dạng
- Dưỡng đo vết nứt
- Dưỡng kiểm tra góc mũi khoan
- Dưỡng đo góc
- Khối V từ
- Calip GO/NO GO dung sai trục
- Block gauge
- Bàn MAP chuẩn
- Thước đo cạnh vát
- Thước đo đường kính
- Bộ dụng cụ đo
- Thiết bị đo độ cứng
- Thước đo sâu khe
- Thước thẳng
- Thiết bị đo độ đảo
- Kính hiển vi
- Thiết bị đo nhiệt độ, độ ẩm
- Dụng cụ đo khác
- Vật tư mài mòn
- Máy đánh bóng cầm tay
- Vật tư đánh bóng khuôn, bavia
- Đá cắt
- Đá mài
- Đĩa cắt gạch đá bê tông
- Lưỡi cưa gỗ, cưa nhôm
- Dụng cụ sửa đá
- Đá mài CBN
- Đá mài kim cương Diamond
- Đá mài cơ khí chính xác
- Đá mài lưỡi cưa
- Đá mài lon, đá mài chén
- Nhám xếp
- Đĩa đánh gỉ, chén đánh gỉ, chổi đánh bavia
- Đĩa đánh bóng
- Đá mài que
- Mũi khoan bê tông
- Mũi khoan sắt đầu gài
- Mũi đục bê tông
- Lưỡi cắt cỏ
- Dụng cụ dùng khí nén
- Dụng cụ cắt gọt
- Mũi taro
- Ren cấy
- Dao phay ren
- Dao phay ngón
- Dao phay thép gió HSS
- Dao phay điện cực đồng, granite
- Dao phay ngón nhôm, đồng, nhựa
- Dao phay thép cứng sau nhiệt ~70HRC
- Dao phay thép trước nhiệt
- Dao Phay Ngón Inox, Inconel
- Dao phay lệch me hiệu suất cao
- Dao phay cầu
- Dao phay cổ dài
- Dao phay phẳng 2~6 me
- Dao phay phẳng, bo góc r, vát c
- Dao phay côn
- Dao phay thô răng cưa
- Dao Phay CBN
- Dao Phay PCD
- Dao Phay Vật Liệu Composite
- Dao Phay Ngón Cho Nha Khoa
- Dao phay siêu nhỏ micro
- Dao phay ngón hàn carbide
- Dao phay gắn mảnh hợp kim
- Mũi khoan
- Mũi khoan có lỗ tưới nguội xuyên tâm
- Mũi khoan thép cứng ~70HRC
- Mũi khoan Inox, Inconel
- Mũi khoan nhôm, đồng, nhựa
- Mũi khoan chuôi trụ HSS
- Mũi khoan chuôi côn HSS
- Mũi khoan hợp kim carbide
- Mũi khoan micro siêu nhỏ
- Mũi khoan đầu bằng Flat drill
- Mũi khoan-doa (Drill-Reamer)
- Mũi khoan sâu
- Mũi khoan lỗ bậc bulong, lỗ bắt vít
- Mũi khoan khác
- Mũi khoan tâm
- Dao Tiện
- Dao Doa Lỗ
- Mũi dao vát mép lỗ
- Chích tâm, Vát cạnh, Phay rãnh V
- Dao phay chữ T
- Dao phay đuôi én (mang cá)
- Dao phay bavia (ba zớ)
- Dao chạy chữ, dao khắc chữ
- Dao bo cung R-Corner Round
- Dao Phay Đĩa
- Lưỡi cưa
- Mũi khoét
- Mũi khoan từ
- Mũi mài hợp kim
- Dao gọt bavia (ba vớ)
- Dũa kim loại
- Gọt bavia cho đường ống
- Điện và thiết bị điện
- Máy và phụ tùng máy
- Vòng bi (bạc đạn)
- Thiết bị công trình
- Vận chuyển nâng đỡ
- Dụng cụ cầm tay dùng pin
- Dụng cụ cầm tay dùng điện
- Máy chà nhám
- Máy cắt tôn
- Máy cưa lọng
- Máy mài góc
- Máy đục bê tông
- Máy bào
- Máy mài 2 đá
- Máy cưa xích
- Máy cưa đĩa
- Máy mài thẳng
- Máy phay gỗ
- Súng bắn keo
- Máy đánh bóng
- Máy vệ sinh công nghiệp
- Máy bắt vít
- Máy đột lỗ kim loại
- Máy khoan cầm tay
- Máy cưa kiếm
- Máy cắt nhôm
- Máy cưa bàn
- Máy cắt sắt
- Máy cắt gạch, đá hoa cương
- Máy thổi hơi nóng
- Đầu khoan
- Máy cưa bàn đa góc
- Máy đánh cạnh
- Các loại máy khác
- Súng vặn bu lông
- Máy bơm nước
- Máy cắt rung đa năng
- Máy thổi khí
- Vật tư ngành gỗ
- Dụng cụ chạy xăng dầu
- Vật tư ngành hàn
- Bảo hộ lao động
- Hàng Thanh Lý
- Hot Deal
- Thương hiệu
- Review
- Tin tức
- Giới thiệu
- Catalogue
- In báo giá
- Hỗ trợ
- Liên hệ
Tối thiểu 2 sản phẩm
Vì mỗi vùng thậm chí mỗi nước người ta sử dụng 1 loại tiêu chuẩn về ren khác nhau. Thường thì mọi người hay gọi là Mũi taro hệ MET và mũi tar hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MET là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ quát ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau
Phân loại mũi taro dựa vào phôi:
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
Dựa và phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt lúc cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ ko sinh phoi, mà nó nén phoi lại.
Phân loại mũi taro dựa vào lớp phủ:
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
Vì lý do tuổi thọ của mũi taro dẫn tới năng suất, người ta sẽ phủ lên mũi taro 1 lớp để nó tăng khả năng chịu nhiệt và chịu mài mòn trong quá trình cắt gọt. Mũi taro thường nhật là bằng thép gió nó sẽ màu trắng, nếu đem đi oxi hóa bề mặt nó sẽ màu đen gọi là mũi taro OX, mũi taro phủ TiN nó sẽ màu vàng gọi là mũi taro vàng, nếu đem đi phủ TiCrN hoặc TiAlN nó sẽ với màu tím than
Phân loại mũi taro dựa vào vật liệu làm Mũi Taro:
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
Vật liệu làm mũi taro: thép hợp kim (Alloy Metal), Tungsten Metal (SKS), Thép gió HSS, HSS-E (5% Cobant), HSS-Co (8% Cobant), Thép hợp kim (Carbide). Phổ thông với 3 dòng SKS sử dụng là mũi taro tay, thép này mềm, sử dụng để sửa chữa hay bảo trì taro ren ít. Dòng HSS-E được sử dụng làm taro máy hoặc taro tay 1 cây, Dòng thép hợp kim (Carbide) sử dụng để là mũi taro cho vật liệu cứng sau lúc tôi hoặc cần năng suất cao.
Bộ mũi Taro bằng tay
Làm sao để tậu được mũi taro?
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
Mũi taro hệ Met hay hệ Inch?
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
Ở mỗi vùng hoặc mỗi quốc gia, người ta sử dụng một tiêu chuẩn về ren khác nhau. Mũi taro hệ MET là loại mũi ta rô được sử dụng phổ quát ở Châu Á. Tại Việt Nam, mũi ta rô hệ MET được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro sử dụng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau. Ngoài hệ MET ra thìa là hệ INCH gồm NPT, NPS, UNC, UNF, G, PT, PF, PS, Rc… Phổ thông nhất ở Việt Nam là NPT, PT, UNC
Taro hệ Met thì tạo ren bằng tay hay sử dụng máy?
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
- Taro sử dụng máy với thể là máy phay CNC, máy tiện CNC, máy khoan taro, máy taro chuyên dụng, máy khoan từ… Mũi taro máy chỉ với 1 cây, mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn sử dụng để gia công lỗ kín lúc cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng sử dụng để gia công lỗ thông lúc gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn với thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông
- Taro bằng tay là mũi taro sử dụng phối hợp với tay quay taro. Ưu điểm của taro tay 1 cây là nhanh và taro tay với thể gắn lên máy chạy lúc cấp thiết đặc trưng là đối với vậy liệu lúc cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó với thể taro được những lỗ bít (lỗ kín) hoặc lỗ thông.
Bảng tra mũi khoan cho Taro hệ met
Taro hệ Inch thì thế nào?
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
Đường kính danh nghĩa 1/16, 1/8, 3/8, 3/4, 1/2, 1″,.. chuẩn UNC, NPT, NPS, PT, PS…. nếu như bạn ko biết chuẩn thì dựa vào bước ren
Ren hệ Inch với nhiều loại, tiêu biểu vài loại như sau: chúng ta chỉ tập trung vào ren thường gặp nhất là Unified Screw Threads (còn được gọi là Unified nationwide thread), loại này ký hiệu là UN, được sử dụng thống nhất giữa 3 nước Anh, Mỹ và Canada khởi đầu vào năm 1949 cho tới nay.
Loại này lại được chia nhỏ như sau.
- UNC = Unified Nationwide Coarse Collection
- UNF = Unified Nationlal High quality Collection
- UNEF = Unified Nationwide Additional High quality Collection
- UNM = Unified Nationwide Miniature Collection
Ví dụ với kí hiệu: 1/4 – 28 UNC – 2B
- 2B: là ren lỗ (trường hợp ren trục là 2A).
- 1/4 = 0.25 inch: là đường kính to nhất của ren, trường hợp này là đường kính chân ren.
- 28: là tổng số ren trên 1 inches, suy ra bước ren là 1/28 = 0.0357inch =0.9071 mm.
- UNC: là viết tắt của Unified Nationwide Coarse Collection.
Tương tự đối với ren UNF hay những loại ren khác. Để tra những loại ren này người mua xem trong sách Equipment’s Handbook
Ví dụ NPT1/8-27
- Đường kính danh tức thị 1/8 inch
- Bước ren là 27
- Thuộc chuẩn NPT (Chuẩn Mỹ)
Mũi Taro chuẩn UNC, NPT, NPS, PT, PS….
Với gì khác biệt giữa UN (UNC, UNF và UNEF) và UNJ (UNJC, UNJF và UNJEF)?
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
Đường kính nhỏ của cả ren vít ngoài và ren vít trong của UNJ to hơn so với của UN. Đây là để tăng sức chống bị bẻ cong của ren ngoài theo hình bên dưới.
Chuẩn ren vít UNJ (MIL-S-8879, AS 8879 và ISO 3161), một trong những Ren vít thống nhất, được xây dựng để gắn kết những phòng ban của phi cơ gọi là “Air-fastener – gắn kết hàng ko”. Nó chỉ với một bộ tổng hợp ren ngoài cấp 3A và ren trong cấp 3B, cả hai đều với độ cho phép hẹp nhất trong Ren thống nhất để đảm bảo rằng những gắn kết hàng ko là chặt chẽ nhất.
Hơn nữa, ren vít ngoài của UNJ với gốc bo tròn. Đối với ren vít trong, mũi taro Yamawa (YMW) dành cho ren UN với thể được sử dụng để tạo ren UNJ cũng như tạo những lỗ to hơn so với cỡ được khuyến nghị bởi ren UN trong khoảng cho phép đường kính nhỏ cho chuẩn UNJ.
Thêm vào đó, điều kiện gia công ren phải với độ xác thực cao để với thể làm ren trong ở cấp 3B. Đó là bởi vì kết quả gia công với thể bị tác động bởi những điều kiện như cơ chế dẫn của máy gia công ren .v.v..
Đường kính nhỏ to hơn (đường kính lõi to hơn) và gốc bo tròn làm cho cho ren vít ngoài của UNJ bền nhất với thể bằng cách tạo ra lỗ to hơn so với cỡ được khuyến nghị cho ren UN trong khoảng cho phép của đường kính nhỏ cho chuẩn UNJ.
Ví dụ: Cỡ giới hạn cho đường kính nhỏ của Ren trong thống nhất:
- 1/4-20UNC (2B) Nhỏ nhất: 0.1960″ (hay 4.979mm) – To nhất: 0.2070″ (hay 5.257mm)
- 1/4-20UNJC (3B) Nhỏ nhất: 0.2013″ (hay 5.114mm) – To nhất: 0.2121″ (hay 5.387mm)
Hình dạng cơ bản của ren vít trong UNC, UNF, UNJC, UNJF
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
Chiều dài đoạn ren cạn bán tinh dài hơn với lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang tới tuổi thọ phương tiện cao hơn trong ứng dụng gia công lỗ thông.
- P: Mũi taro bán tinh sử dụng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
- B: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Ký hiệu của đoạn ren cạn trên mũi Taro nén
Lựa tậu đúng cấp dung sai cho Mũi Taro Nén
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong lúc ép ren và kích cỡ dimension mũi taro với thể sẽ khác nhau với cùng mũi taro lúc gia công những vật liệu khác nhau. Để tạo ra độ xác thực tối ưu ở ren trong. Chúng tôi đưa ra 2 tới 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Thường lúc cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 sử dụng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H lúc đo thấy chặt, bạn với thể lựa tậu cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn tới đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa tậu cỡ lỗ khoan to hơn trước lúc taro và bạn sẽ giải quyết được nó.
Hệ thống lớp G cho dung sai mũi taro nén được khái niệm tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm)
Thietbi247.vn - Website mua sắm thiết bị công nghiệp
CÔNG TY TNHH CUNG CẤP VẬT TƯ THIẾT BỊ CÔNG NGHIỆP 247
- 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận
- 0902 - 487 - 068
- support@nhatphattools.com
- www.thietbi247.vn
- HCM: 512-513 Officetel, Garden Gate Building, Số 8, Đường Hoàng Minh Giám, P.9, Q.Phú Nhuận, HCM
- Hà Nội: 3422 Officetel, Tòa C5 Vinhomes D’Capitale, 119 Trần Duy Hưng, P. Trung Hòa, Q. Cầu Giấy, TP. Hà Nội
- Điện thoại: HCM: 0902-487-068 (Zalo) - Hà Nôi: 0908-817-486 (Zalo)
- Email: HCM: support@nhatphattools.com - Hà Nội: admin@nhatphattools.com
Giấy phép kinh doanh số : 0313176379 cấp ngày : 24/03/2015
bởi Sở Kế Hoạch và Đầu Tư TP.Hồ Chí Minh
- Trang chủ
- SẢN PHẨM
- Dụng cụ cầm tay
- Kìm
- Kéo cắt
- Tuốc nơ vít, tua vít, tô vít
- Tuốc nơ vít dẹp
- Tuốc nơ vít 4 cạnh, Tua vít bake
- Tuốc nơ vít sao, hoa thị, hoa khế
- Tuốc nơ vít đóng, tua vít đóng, tô vít đóng
- Tuốc nơ vít 2 đầu
- Tuốc nơ vít đầu lục giác
- Tua vít đầu tuýp lục giác
- Tuốc nơ vít cách điện
- Tuốc nơ vít chữ T
- Tuốc nơ vít lực
- Bộ tua vít, bộ đầu vít đa năng
- Các loại khác liên quan tới tuốc nơ vít
- Bộ tua vít sửa điện thoại, laptop, mắt kính, đồng hồ
- Mũi bắn vít, mũi bắt vít, đầu bắn vít
- Lục giác
- Cờ lê
- Mỏ lết/ Cờ lê điều chỉnh
- Đầu tuýp, Đầu khẩu, Socket
- Bộ đầu tuýp 1/4" (Bộ đầu khẩu 1/4")
- Đầu tuýp 1/4" (Đầu khẩu 1/4")
- Bộ tuýp 3/8" (Bộ đầu khẩu 3/8")
- Đầu tuýp 3/8" (Đầu khẩu 3/8")
- Đầu tuýp 3/4" (Đầu khẩu 3/4")
- Bộ tuýp 3/4" (Bộ đầu khẩu 3/4")
- Đầu tuýp 1/2" (Đầu khẩu 1/2")
- Bộ đầu tuýp 1/2" (Bộ đầu khẩu 1/2")
- Tuýp lẻ và bộ tuýp 1"
- Đầu tuýp lục giác (Đầu khẩu lục giác)
- Bộ đầu tuýp lục giác (Bộ đầu khẩu lục giác)
- Đầu tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ tuýp 12 cạnh, bông, hoa thị, sao, torx
- Bộ đầu tuýp (bộ đầu khẩu) tổng hợp
- Bộ đầu tuýp và đầu vặn vít hỗn hợp
- Tuýp ống điếu chữ l, t, y và bộ tuýp ống điếu
- Đầu nối dài, đẩu chuyển tuýp
- Đầu lắc léo
- Cần vặn tuýp, tay vặn khẩu
- Cờ lê lực, cần xiết lực, cần chỉnh lực
- Đầu tuýp, đầu nối, đầu chuyển cho súng bắn bu lông
- Búa
- Dao kỹ thuật
- Bộ đục, đột
- Thiết bị đo lường
- Dụng cụ đo kiểm ren
- Dưỡng đo kiểm lỗ
- Ring gauge - Vòng chuẩn
- Thước kẹp
- Thước panme
- Đồng hồ so
- Thước đo cao
- Thước đo độ dày
- Thước lá
- Nivo - Thước thủy
- Thước đo sâu
- Dụng cụ đo khe hở
- Thước đo góc
- Đồng hồ đo lỗ
- Chân đế
- Bộ dưỡng đo cung tròn
- Compa lấy dấu
- Thước đo mối hàn
- Thước dán, thước thợ may
- Thước dây cuộn
- Kính lúp
- Ke vuông
- Dụng cụ sét dao X, Y, Z
- Thước lăn đường
- Nhíp đo
- Ê ke mộc
- Dưỡng đo biên dạng
- Dưỡng đo vết nứt
- Dưỡng kiểm tra góc mũi khoan
- Dưỡng đo góc
- Khối V từ
- Calip GO/NO GO dung sai trục
- Block gauge
- Bàn MAP chuẩn
- Thước đo cạnh vát
- Thước đo đường kính
- Bộ dụng cụ đo
- Thiết bị đo độ cứng
- Thước đo sâu khe
- Thước thẳng
- Thiết bị đo độ đảo
- Kính hiển vi
- Thiết bị đo nhiệt độ, độ ẩm
- Dụng cụ đo khác
- Vật tư mài mòn
- Máy đánh bóng cầm tay
- Vật tư đánh bóng khuôn, bavia
- Đá cắt
- Đá mài
- Đĩa cắt gạch đá bê tông
- Lưỡi cưa gỗ, cưa nhôm
- Dụng cụ sửa đá
- Đá mài CBN
- Đá mài kim cương Diamond
- Đá mài cơ khí chính xác
- Đá mài lưỡi cưa
- Đá mài lon, đá mài chén
- Nhám xếp
- Đĩa đánh gỉ, chén đánh gỉ, chổi đánh bavia
- Đĩa đánh bóng
- Đá mài que
- Mũi khoan bê tông
- Mũi khoan sắt đầu gài
- Mũi đục bê tông
- Lưỡi cắt cỏ
- Dụng cụ dùng khí nén
- Dụng cụ cắt gọt
- Mũi taro
- Ren cấy
- Dao phay ren
- Dao phay ngón
- Dao phay thép gió HSS
- Dao phay điện cực đồng, granite
- Dao phay ngón nhôm, đồng, nhựa
- Dao phay thép cứng sau nhiệt ~70HRC
- Dao phay thép trước nhiệt
- Dao Phay Ngón Inox, Inconel
- Dao phay lệch me hiệu suất cao
- Dao phay cầu
- Dao phay cổ dài
- Dao phay phẳng 2~6 me
- Dao phay phẳng, bo góc r, vát c
- Dao phay côn
- Dao phay thô răng cưa
- Dao Phay CBN
- Dao Phay PCD
- Dao Phay Vật Liệu Composite
- Dao Phay Ngón Cho Nha Khoa
- Dao phay siêu nhỏ micro
- Dao phay ngón hàn carbide
- Dao phay gắn mảnh hợp kim
- Mũi khoan
- Mũi khoan có lỗ tưới nguội xuyên tâm
- Mũi khoan thép cứng ~70HRC
- Mũi khoan Inox, Inconel
- Mũi khoan nhôm, đồng, nhựa
- Mũi khoan chuôi trụ HSS
- Mũi khoan chuôi côn HSS
- Mũi khoan hợp kim carbide
- Mũi khoan micro siêu nhỏ
- Mũi khoan đầu bằng Flat drill
- Mũi khoan-doa (Drill-Reamer)
- Mũi khoan sâu
- Mũi khoan lỗ bậc bulong, lỗ bắt vít
- Mũi khoan khác
- Mũi khoan tâm
- Dao Tiện
- Dao Doa Lỗ
- Mũi dao vát mép lỗ
- Chích tâm, Vát cạnh, Phay rãnh V
- Dao phay chữ T
- Dao phay đuôi én (mang cá)
- Dao phay bavia (ba zớ)
- Dao chạy chữ, dao khắc chữ
- Dao bo cung R-Corner Round
- Dao Phay Đĩa
- Lưỡi cưa
- Mũi khoét
- Mũi khoan từ
- Mũi mài hợp kim
- Dao gọt bavia (ba vớ)
- Dũa kim loại
- Gọt bavia cho đường ống
- Điện và thiết bị điện
- Máy và phụ tùng máy
- Vòng bi (bạc đạn)
- Thiết bị công trình
- Vận chuyển nâng đỡ
- Dụng cụ cầm tay dùng pin
- Dụng cụ cầm tay dùng điện
- Máy chà nhám
- Máy cắt tôn
- Máy cưa lọng
- Máy mài góc
- Máy đục bê tông
- Máy bào
- Máy mài 2 đá
- Máy cưa xích
- Máy cưa đĩa
- Máy mài thẳng
- Máy phay gỗ
- Súng bắn keo
- Máy đánh bóng
- Máy vệ sinh công nghiệp
- Máy bắt vít
- Máy đột lỗ kim loại
- Máy khoan cầm tay
- Máy cưa kiếm
- Máy cắt nhôm
- Máy cưa bàn
- Máy cắt sắt
- Máy cắt gạch, đá hoa cương
- Máy thổi hơi nóng
- Đầu khoan
- Máy cưa bàn đa góc
- Máy đánh cạnh
- Các loại máy khác
- Súng vặn bu lông
- Máy bơm nước
- Máy cắt rung đa năng
- Máy thổi khí
- Vật tư ngành gỗ
- Dụng cụ chạy xăng dầu
- Vật tư ngành hàn
- Bảo hộ lao động
- Hàng Thanh Lý
- Hot Deal
- Thương hiệu
- Review
- Tin tức
- Giới thiệu
- Catalogue
- In báo giá
- Hỗ trợ
- Liên hệ
